

想知道酸洗钝化无缝钢管-重型井盖好产品好服务产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:江西上饶酸洗钝化无缝钢管-重型井盖好产品好服务的图文介绍

博钢铁(上饶市分公司)
数十年来,博钢铁(上饶市分公司)始终引导 B125球墨铸铁井盖制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 B125球墨铸铁井盖部件已实现专业化、 规模化生产,绝大多数 B125球墨铸铁井盖产品可以满足客户短时间交货的需要。


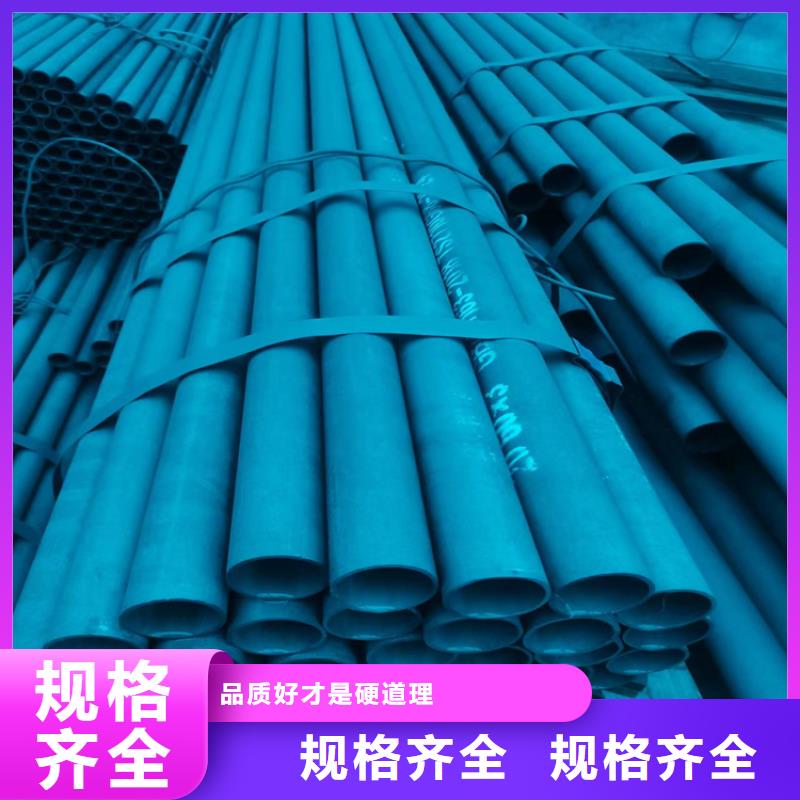
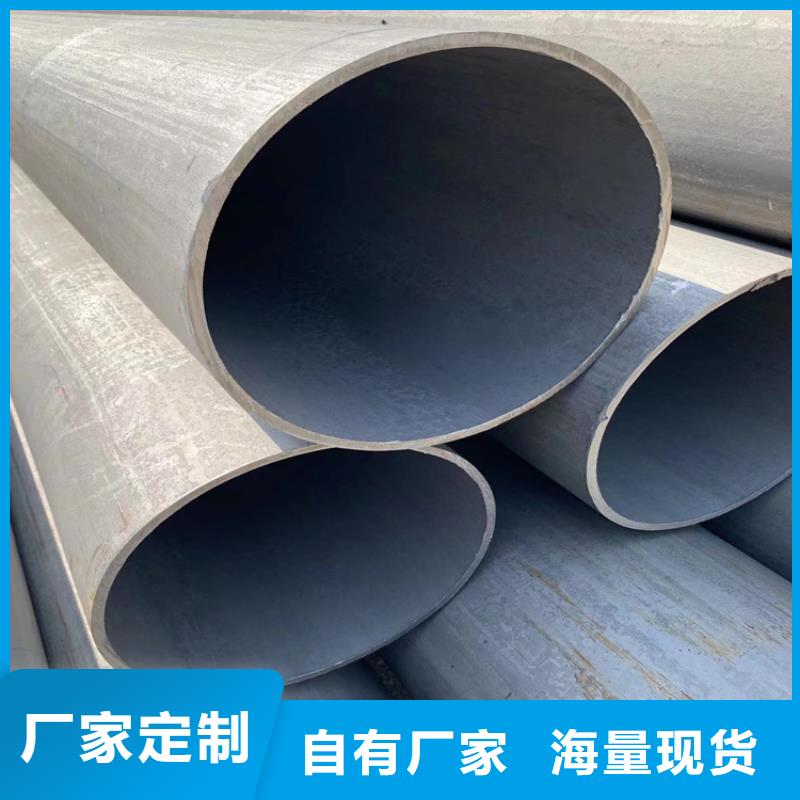
江西上饶酸洗钝化无缝钢管制冷管道常备规格 18 20 25 28 30 32 38 42 45 48 50 57 63.5 76 89 108 133 159 168 194 219 273 325 377 426等,钢管酸洗钝化处理后封头盖帽做防水包装,可按要求喷防锈漆。配有各种酸洗钝化GB/T12459无缝管件,弯头 三通 偏心半径 大小头 封头等。我公司同时与成都无缝钢管厂、鞍山、西宁、包钢等大中钢管厂建立了稳定的供销关系,常年销售无缝钢管、精密钢管、不锈钢管、合金钢管、螺旋钢管,高压锅炉管、小口径无缝钢管,方管,厚壁方矩管,地质管等,常备资源材质为: 20#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、江西上饶15CrMo、42CrMo、304、304L、316、316L。执行国标:GB8162-99结构管、GB8163-99流体管、化肥专用管、液压支架管、GB3087-99、GB5310-85高压化肥锅炉用管、GB5312-8船用管、 管线管、合金钢管等,经营各种焊管。
公司一直秉承“专注钢材,以专业的品质做受人尊重的企业”的经营理念,严把钢管的质量关,为客户使用提供保障,欢迎贵单位到我公司实地考查洽谈业务。



江西上饶 酸洗钝化无缝钢管的热处理工艺,海外广泛选用带维护空气的无空气氧化持续热处理设备,进行中问热处理工艺和的产品热处理工艺。因为可以得到无空气氧化的明亮表层,进而取消了传统式的酸处理工艺流程。这一热处理方法的选用,既改进了酸洗钝化无缝钢管的品质,又摆脱了酸洗钝化对自然环境的环境污染。依据现阶段发展趋势的趋势,明亮持续热处理设备基本上分成三种种类:(1)辊底式明亮热处理设备。这类炉型适用大规格型号、大批无缝钢管热处理工艺,钟头生产量在1.Ot以上。可采用的维护汽体为高纯氡气、溶解氨以及他维护汽体。可以配置热对流制冷系统,便于迅速地制冷无缝钢管。(2)网连续式明亮热处理设备。这类炉型合适于小直徑厚壁精密无缝钢管,钟头生产量约为0.3~1.0t,解决无缝钢管长短可达40m,还可以解决整卷江西上饶 的毛细血管。配置热对流制冷系统可开展快冷。应用化石燃料或电加热器,可选用维护汽体。通过这类炉型热处理工艺后的无缝钢管无刮伤,光泽度好。(3)马弗列管式明亮热处理设备无缝钢管装在持续的固定支架上,在马弗管中开展加温,可以较低的成本费解决小直徑厚壁无缝钢管,钟头生产量在0.3t以上。可经济发展地应用维护汽体,加温热原能为天然气、油或电。



江西上饶 酸洗钝化无缝钢管是以热轧带钢冷轧卷为原料,常常温挤压加工,以全自动双丝两面电弧焊技术电焊而成的酸洗钝化无缝钢管。那麼,酸洗钝化无缝钢管在作业的过程中是怎样的呢?酸洗钝化无缝钢管是怎么生产制造的呢?下边我们就来给大伙儿讲解下。一、桩基施工管贯入1)工程施工前,样桩的操纵应按设计方案原照,并以中心线为标准对样桩逐根核查,做好测量纪录,核查准确无误后才可打桩施工。酸洗钝化无缝钢管桩运到施工现场后,起重吊装时选用一点捆扎吊装,待吊到桩位开展插桩,将酸洗钝化无缝钢管桩指向事前释放的桩位,保证贯时尚竖直。桩基施工前,务必在桩帽置放特别制作的桩帽,桩帽上置放用硬木质的减振垫,酸洗钝化无缝钢管桩吊到桩位开展插桩时,因为桩身及桩帽总自身重量和桩锤置放在桩顶会自沉,很多贯下葬中,待沉至平稳后再次捶击;2)逐渐桩基施工时,打桩机遇因贯入量大而空打,逐渐捶击工作时要迟缓地中断试打,直到桩进到地质构造一定深层才行,不可持续击中。桩基施工全过程中,务必随时随地校准旋挖钻机导向性杆及桩的垂直角度,并维持桩锤、桩帽与桩在同一纵中心线上;3)酸洗钝化无缝钢管桩打进1~2m后,应再次校准垂直角度,当打成一定深层并经核查桩基施工品质优良时,再持续开展击中,直到高于河面60cm~80cm终止捶击,开展接桩,再反复以上流江西上饶 程直到做到建筑标高。若工程施工流程中发觉桩位歪斜(>1/100LL-钢桩长短),应立即更改或拔出来钢板桩再次工程施工;4)酸洗钝化无缝钢管桩基础埋深:越过河道10m,且一分钟敲打频次内下移量不超过5mm。二、接桩酸洗钝化无缝钢管桩桩身联接选用桩的身上下连接电焊焊接。焊接前,务必将一二节桩管形变毁坏一部分整修,上方桩管顶端的生锈\水或油渍泥渣,打磨抛光好电焊焊接口,使左右桩专业对口空隙为2~4mm,与此同时选用双层焊,焊好各层焊接后,立即焊疤,并且做好外型查验,各层焊接均应分开,与此同时在桩周加焊挡块,以加强左右节桩联接。电焊焊接完成后务必制冷超过5min,再开展捶击桩基施工。三、焊桩盖

