



兴昊管道(永州市分公司)坐落在蒲洼城开发区,本厂主要生产 涂塑复合钢管。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁,我们衷心希望与广大客户建立业务联系,并提供完善的服务,同创业,共发展。
我们坚持诚信为本,,服务用户,回报社会的原则,建设以管理为基础,以用户为中心,以科技为先导,以改进为动力的质量、信誉型企业。



近年来,随着镀锌工艺的发展,高性能镀锌光亮剂的采用,镀锌已从单纯的防护目的进入防护-装饰性应用。镀锌溶液有 镀液和无氰镀液两类
。 镀液中分氰、低氰、中氰、和高氰几类。无氰镀液有碱性锌酸盐镀液、铵盐镀液、硫酸盐镀液及无氨氯化物镀液等。氰化镀锌溶液均镀
能力好,得到的镀层光滑细致,在生产中被长期采用。但由于 剧毒,对环境污染严重,近年来已趋向于采用低氰、氰、无氰镀锌溶液。镀
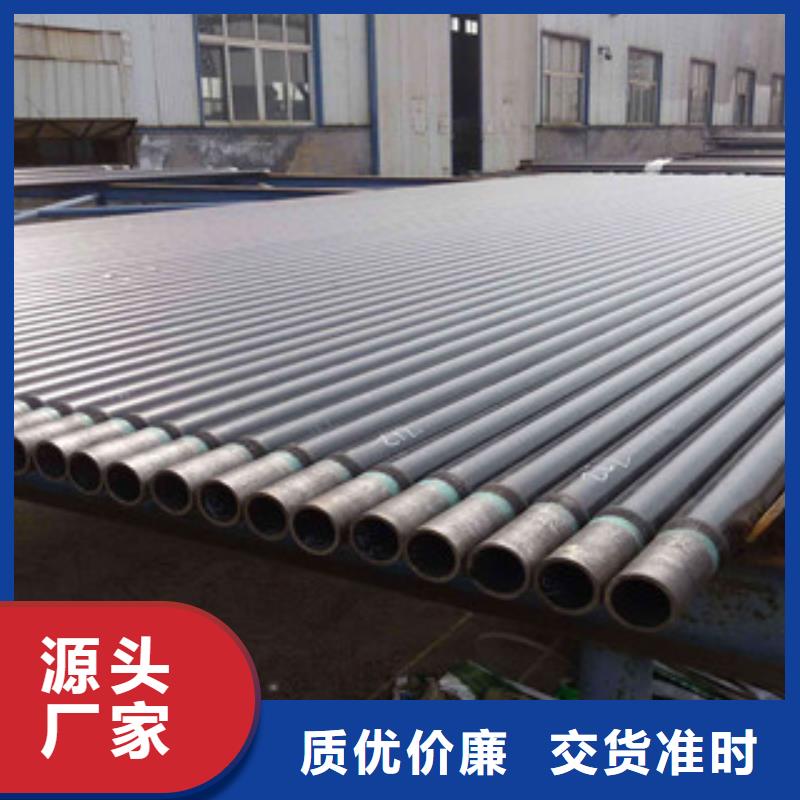
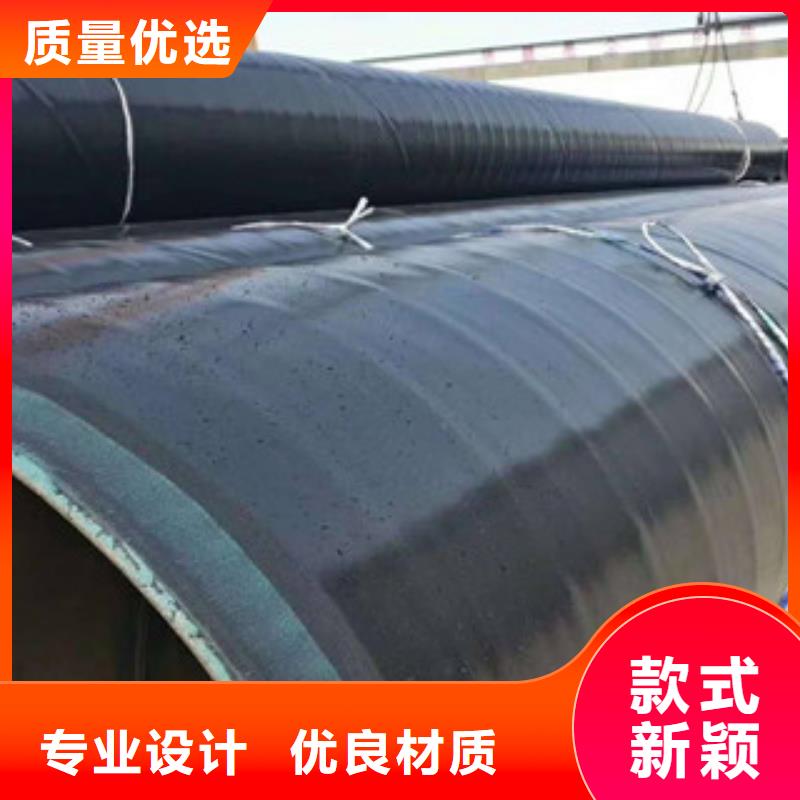
锌内衬不锈钢复合管在市场上已经历长达近20年的考验,是目前相当有经济价值和环保的管材兴昊管道专业生产镀锌内衬不锈钢复合管已有16年的光
景,镀锌内衬不锈钢复合管生产线条六十条已成为行业里专业品牌,质量可靠,服务周到,誉保证!






(1)内衬不锈钢复合钢管焊接方法
采用手工电弧焊,对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时
,焊丝采用同E309相同成分的A302焊丝。
(2)焊接程序是。
内衬不锈钢复合钢管焊接设备应满足焊接工艺要求。 并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
(3)焊接要求
内衬不锈钢复合管复材焊缝表面应尽可能与复材表面保持平整,光顺,焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,
即降低熔和比。为此应采用较小直径的焊条或焊丝,为较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
(4)焊后清理
内衬不锈钢复合钢管焊后应仔细清理焊件表面的烛渣,焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理 完毕,应在基材焊缝附近
的明显部位打上焊工印记以便日后考查。



