
联系我们

精密无缝钢管精拉无缝钢管选择大厂家省事省心
更新时间:2025-06-04 05:43:47 ip归属地:云浮,天气:多云,温度:23-31 浏览次数:15 公司名称:聊城 龙丽金属材料(云浮市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 178 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |




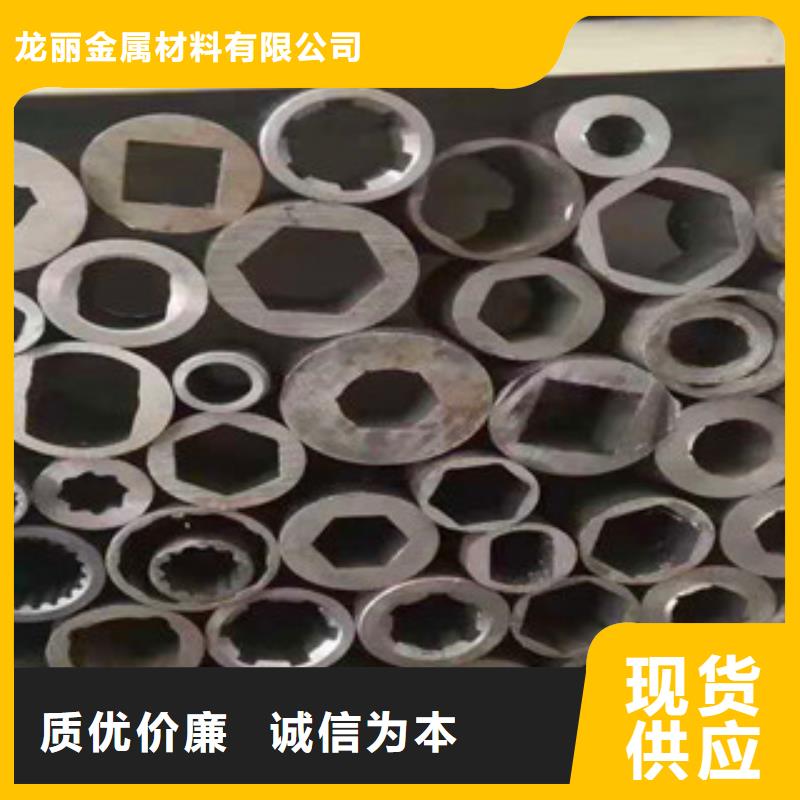


超薄壁精密钢管生产
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。



龙丽金属材料(云浮市分公司)秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【20CR精密管】美好明天!



精密钢管均整
在斜轧(均整)机上轧制由自动轧管机轧出的管子,以壁厚不均以及研磨精密钢管内外表面的工序。均整机为二辊或三辊式斜轧机,使用固定顶头。三辊均整机的优点是,轧制时可取较大的减壁量,产量高,轧出的管子尺寸精度较高。一般管材均整后直径有些增加,壁厚略减小,长度稍有缩短,当管壁压缩量较大时则长度增加。二辊均整机的变形过程如图所示。整个变形区分为4个区。I为减径区,该区一般很短。Ⅱ为管壁压下(扩径)区,由于均整机顶头略大于来料的内径,在该区管材首先和顶头圆弧部分相接触,然后随着金属进入变形区,在顶头的圆弧部分与轧辊之间压缩管壁;到顶头的圆柱部分时虽然顶头母线和轧辊圆柱段母线相平行,但由于轧辊轴线倾斜于轧制轴线,因而顶头与轧辊间的间隙是逐渐减小的(到交叉点为止),因而在这区段内管壁仍受量压下。Ⅲ为展轧区。在该区中展轧管壁,以改善内外表面质量。Ⅳ区为管材转圆区。



精密钢管的生产工艺流程
1.无缝管工艺流程
卫生级镜面管工艺流程:
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装
工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验
2.焊管工艺流程
开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→终检查→包装
