




南恩物资(新余市分公司)发布的 井盖信息都经过资质认证, 井盖产品和服务质量好,性价比高,为您节省采购成本。



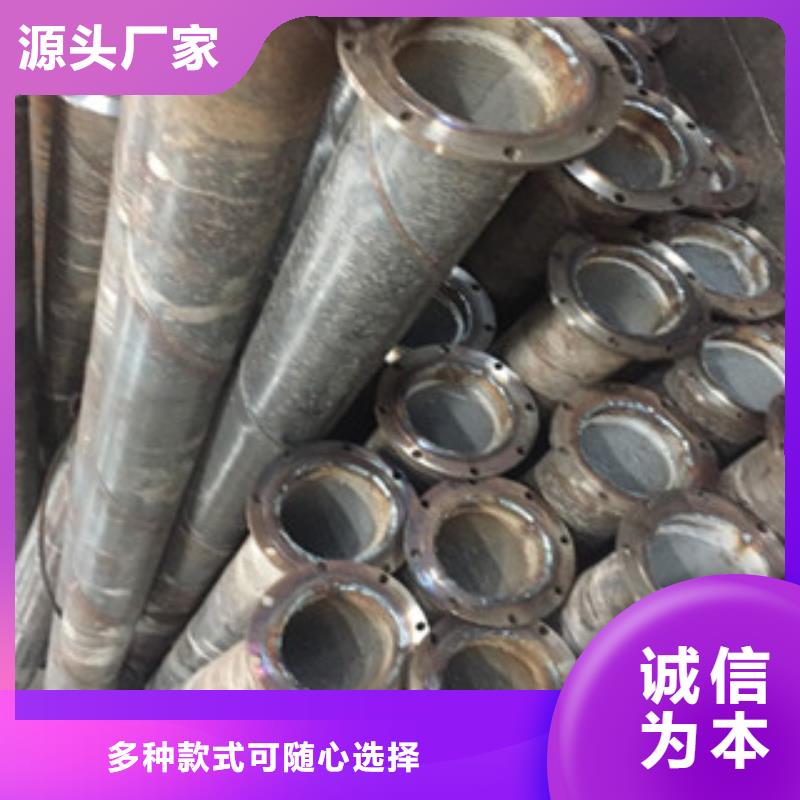
螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
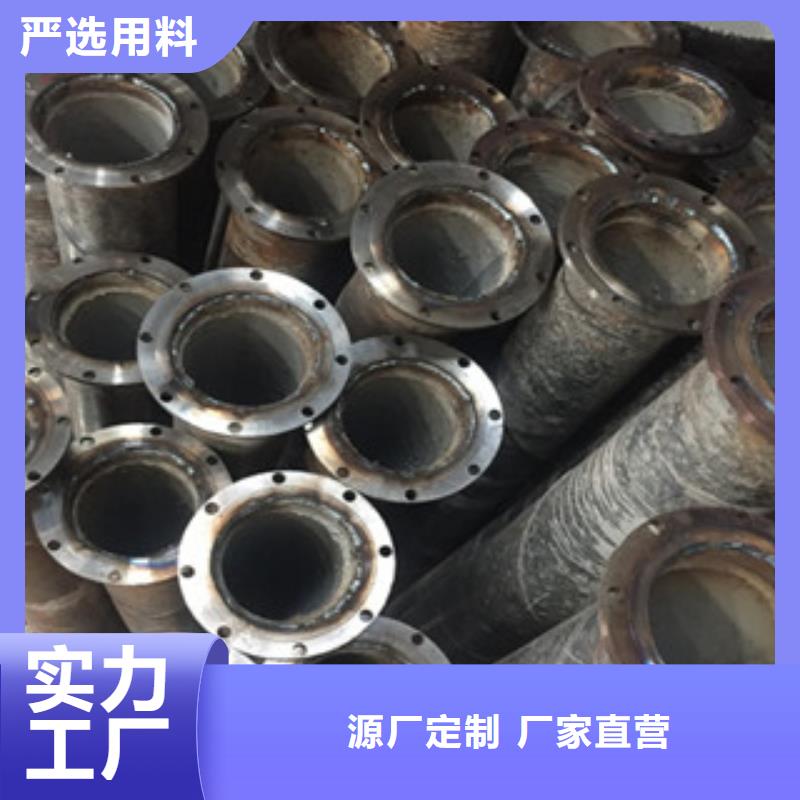
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用环氧涂料(厚度0.4mm)。



焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。致密性检验:贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。





