




衬胶管道的过流介质主要参数
| 项 目 | 单位 | 介质名称 | ||
| 石膏浆液 | 滤液 | 石灰石浆液 | ||
| 流速 | m/s | 2~3 | 2~3 | 2~3 |
| 制作压力 | MPa(G) | 0.1-1.0 | 0.1-0.6 | 0.1-0.6 |
| 平均密度 | kg/m3 | 1140 | 1000 | 1230 |
| 固体浓度 | Wt% | 20% | 0% | 30% |
| 粒径分布 |
| / | / | / |
| 粘度 | PaS | ~0.002 | ~0.001 | ~0.004 |
| 离子 |
|
|
|
|
| Cl- | mg/l | 40000 | 20000-40000 | 20000-40000 |
| pH |
| 5~6 | 5~6 | 8~10 |
| 温度 | ℃ | 20-70 | 20-50 | 10-45 |


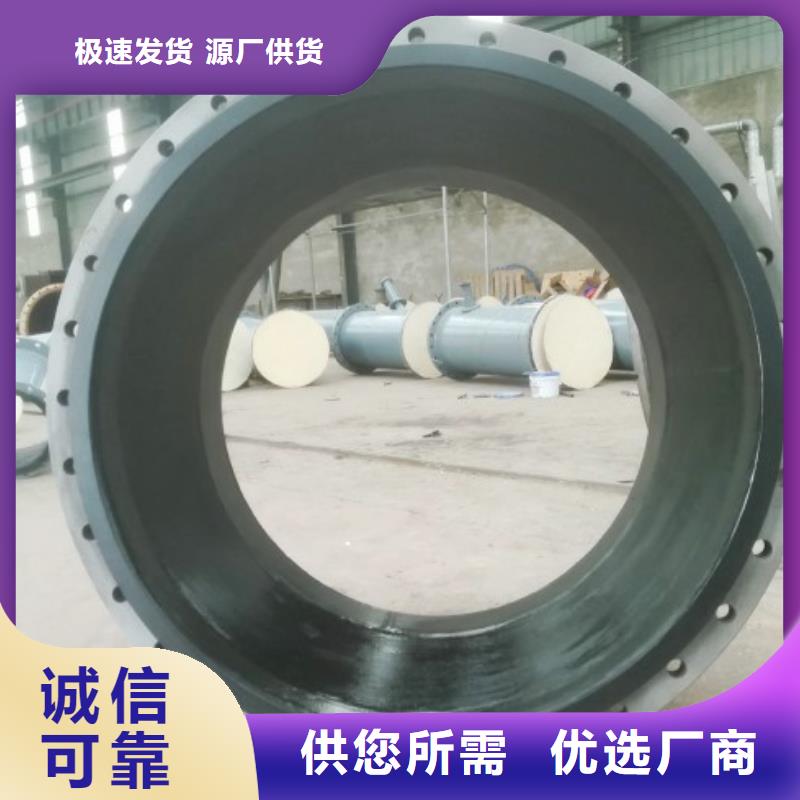
衬胶管皮带头尾轮衬胶、矿浆输送管道的衬胶、旋流器分配器及沉砂槽衬胶、浮选机槽体衬胶、磁选机筒体衬胶、沉淀池槽体衬胶、以及其它漏斗、料仓耐磨衬胶等。
衬胶管用于矿山原矿、精矿、尾矿矿浆输送管路,燃煤电厂输灰管路,化工系统中带有固体颗粒的液体输送管路,适用于酸碱盐油,固体、粉体、气体、液体输送环境。衬胶管衬胶层采用耐温性能优异的丁基橡胶、三元乙丙胶、氯磺化聚乙烯氟橡胶等,管道可在140℃的腐蚀环境下连续工作。衬胶管的接头方式有多种,施工中灵活选择接头方式,能提高工程的进度。
衬胶管是绝缘体,绝缘性能好,可地应用于电线路密集区和多雷区。钢管、铸铁管表面极易生锈,对输送介质会产生污染,因而,常需对其表面进行特殊防锈、除锈处理;衬胶管由于是由非金属材料制成,表面不会生锈,无需处理,不会污染水质。衬胶管内壁洁净光滑,难以被海水或污水中各种生物污染蛀蚀。
衬胶管道工艺流程:
设备及管件需喷砂除锈达到Sa2.5级,用压缩空气吹净表面浮尘,然后涂刷一遍底胶浆。
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
洛阳纵横机械制造有限公司专注从事脱硫衬胶管道,衬塑管道,脱硫管道,衬胶钢管,衬塑钢管的研发和生产,专业为客户提供优质的耐磨防腐管道产品及技术服务。公司多年逐步发展为大型高新技术企业,专业生产衬塑管道,衬胶钢管,衬胶管道,耐磨衬胶管道,脱硫衬胶管道及各种防腐耐磨管件.质量可靠,性价比高。



纵横机械制造(武汉市分公司)设备,精益制造。公司完成了【衬塑钢管】产业化生产基地战略布局,现拥有总规模达10万平方米的生产基地,目前是全国生产能力强、规格高的【衬塑钢管】生产基地之一。



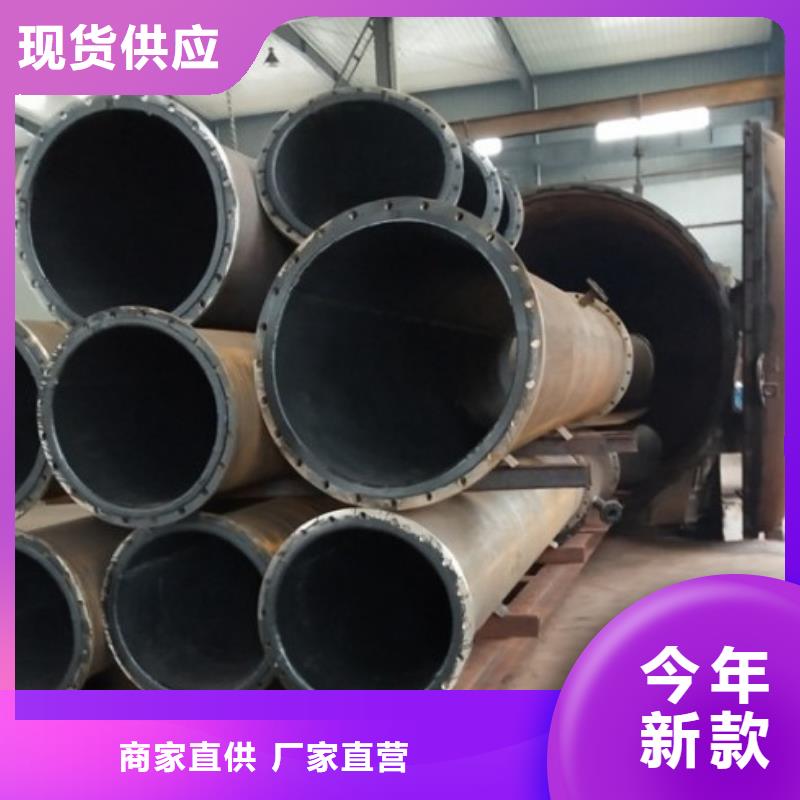
电厂脱硫管道制作工艺:
脱硫管道采用钢管作骨架材料,以耐磨、防腐、耐热等优异的橡胶作为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,使用高性能的粘合剂经特殊工艺复合硫化成型。
电厂脱硫管道工艺流程:
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、钢管与橡胶粘接后表面达到:1平整 2光滑 3无气孔 4无凹陷 5无死角。
电厂脱硫管道加工中的几个步骤:
设备缺陷处理→二次胶浆涂刷→三次胶浆涂刷贴衬→中间检查→硫化→成品检查→成品→修理
电厂脱硫管道性能优点:
衬胶管道具有高耐磨、耐水锤冲击、耐酸碱盐腐蚀、抗高温、缓结垢、粘拉强度高、运行阻力小、输送介质广、输送效率高、使用寿命长、节电节材、减小输送介质对管壁的冲击磨损等多项优点。


