

想了解方矩管结构管有口皆碑产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:方矩管结构管有口皆碑的图文介绍

方矩管是无缝钢管中比较重要的材质和类型,在方矩管中人们在进行加工和制作的时候用到的一步就是焊接,常见的焊接方矩管的时候是用到焊条的,焊条是焊接的重要的材料,焊接方矩管要用准焊条,才能够达到理想的焊接效果。那么焊条是什么呢?焊接方矩管的时候要用到什么样的焊条呢?本文章将要详细进行解答:方矩管需要的焊条,焊条(coveredelectrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。焊接方矩管的时候要用到的焊条是什么呢?一、如果要焊接方矩管材质的管件应该采用什么型号的焊条,还有没有其他的型号的焊条可以选用?如果焊接方矩管材质的板材时应该采用什么型号的焊条,答:方矩管是在Q235的基础上加了约1%的锰,故焊接性能良好;方矩管可选择焊条:1.手工电弧焊时,采用强度等级为T50的焊条:结506、结507、结502、结503、结552、结553等;2.埋弧自动焊时,选焊剂:431和350,配合H08A、H08MnA、H10MnA或H10MnSi等焊条;3.CO2气体保护焊时,常常用H08Mn2Si和H10MnSi.二、如果要焊接20#材质的管件应该采用什么型号的焊条,还有没有其他的型号的焊条可以选用?如果焊接20#材质的板材时应该采用什么型号的焊条方矩管是在Q235的基础上加了约1%的锰,故焊接性能良好;方矩管和普通碳素结构钢的焊接性能相似,20钢可以用结422、结423、结424、结425;强度高的场合用结506、结507。三、方矩管是在Q235的基础上加了约1%的锰,故焊接性能良好; 304钢用奥102、奥107、奥002焊条。


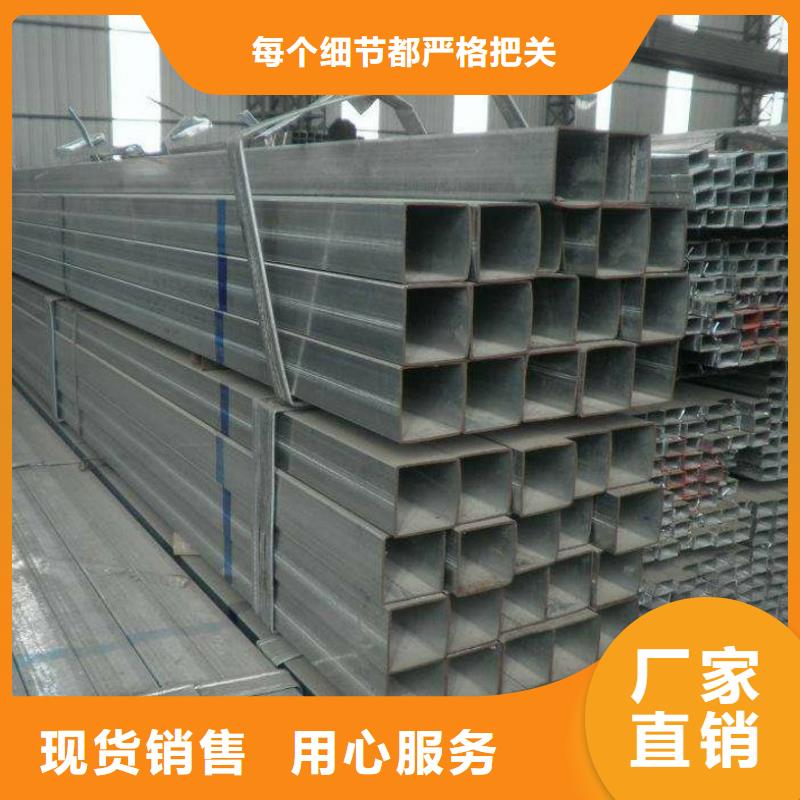
目前的方矩管大多都是用输送石油、天然气等流体的管材,并且在价格上的设置也是非常合理的,由此可以看出在应用过程中,方矩管还是有着比较高的性价比。方矩管采用热处理技术制作而成,根据具体用途的不同,方矩管在技术的方面也会有不同的地方,方矩管在出厂的时候需要进行 承受力的检查,同时也需要进行横截面的还原,这些都是需要考虑到的问题,考察方矩管的质量,也需要考虑到的是这种管道材料的拉伸强度的问题,考察方矩管的性能,必须要从多个方面进行专业性的考虑。市场中的方矩管使用的领域和范围是很广泛的,从力学性能的角度进行分析,方矩管在力学性能方面的优势也是很明显的。经过不断的发展,方矩管也将会获得越来越多的关注。



当前实体经济通缩预期抬头,这将实际利率水平,进一步压制总需求,造成通缩预期的自我强化。因而逆周期的货币政策放松非常必要,降准、再次降息的压力仍大。我国北方大部分地区迎来强降温、降雪天气,东北、内蒙地区较为严重,户外工程大面积停工,需求下降明显,市场成交更加冷清,但由于贸易商对今年行情预期悲观,很早就开始降库存操作,有些甚至维持零库存,资源偏紧对抑制价格进一步走低起到一定作用,无奈成交差,个别城市价格仍继续下滑。而南方市场成交虽好于北方,但由于大部分地区多降雨天气,成交受限,整体也显一般,在成本端波动不大的情况下,贸易商多持稳观望,出货为主。近年来随着钢铁行情一直低迷不改,市场资金严峻的情况下,贸易商冬储意识已经淡化,囤货需求也一去不返,大多数贸易商谨慎操作,只进行少量备货,大量囤货概念早已淡化,往年在工地停工后,方矩管需求而拉起的行情,在今年将继续不复存在。需求淡季,市场成交将更加冷清。


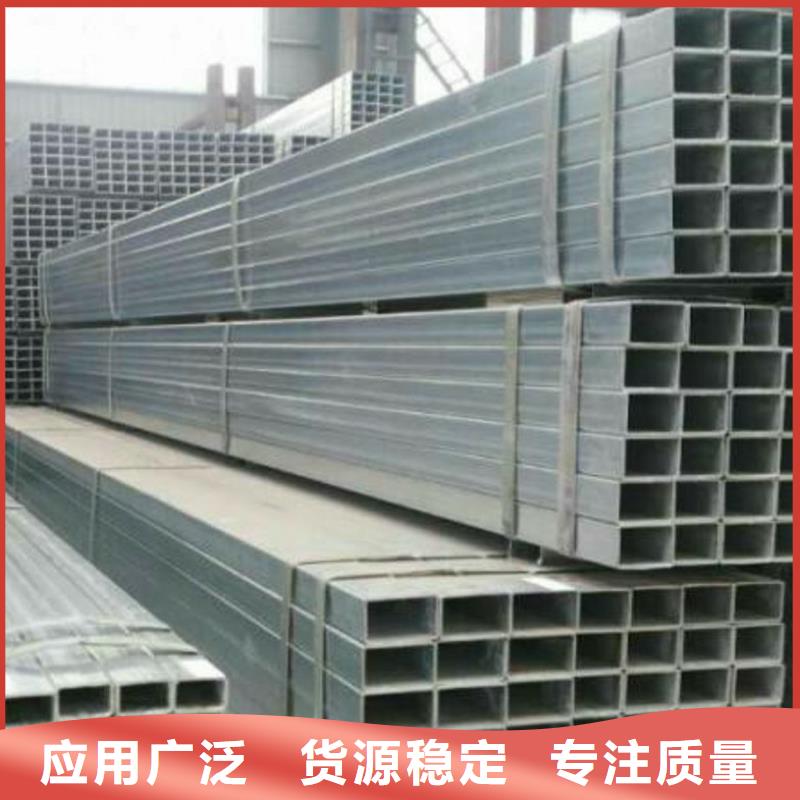
获知45#方矩管关键是运用高频率电流量的趋肤效应和相邻效用,使电流量集中精力在待焊旁边,进而能在百分之一秒時间内将其加温到电焊焊接溫度(1130-1350C),随后在挤压成型辊的功效下开展工作压力电焊焊接。45#方矩管这类焊接工艺具备一系列优势:焊接热危害区小,加温速度更快,因此能进一步提高电焊焊接速率和焊接品质,并且能用没经酸洗钝化、抛丸和裁边的热轧带钢作胚料,另外可电焊焊接碳素钢、高合金钢和稀有金属管件,大幅度降低企业用电量。用一套自动焊机可出产各种各样金属材料焊接钢管。对不一样的金属材料,只需相对地更改电焊焊接输出功率和电焊焊接速率。45#方矩管高频焊接方式 ,依据向被焊接件防爆开关方法不一样,可分成传输防爆开关(触碰焊)和磁感应防爆开关(磁感应焊)二种。45#方矩管要以一匝或多匝的磁感应陷阱在被焊的无缝钢管外,多匝的好用于单匝,可是多匝电磁感应线圈制做安裝比较艰难。电磁感应线圈与无缝钢管表层间隔钟头率较高,但非常容易导致电磁感应线圈与管件中间的充放电,一般要维持电磁感应线圈离无缝钢管表层有5~8mm的间隙为宜。45#方矩管选用磁感应焊时,因为电磁感应线圈不与厚钢板触碰,因此找不到损坏,其感应电动势比较平稳,确保了电焊焊接时的可靠性,电焊焊接时无缝钢管的工艺性能好,焊接整平,在出产如API等高精密水管时,大部分都选用磁感应焊的方式。选用传输防爆开关电焊焊接时,凭借2个触碰头(电级)2和3把高频率电流量传入精轧管1上。电焊焊接电流量沿精轧管焊缝两边穿过,并根据挤压成型辊5周边的焊缝两边会合点产生控制回路。在精轧管两边焊缝上的电流的方向是反过来的,因而,相邻效用使电流量集中化于焊缝的表层,电流量頻率越高,电流量就会越集中化于其表层。特性阻抗器4了焊缝加温的集中化水平,由于它扩大了电流量围绕精轧管穿过的感抗。45#方矩管选用这类焊接工艺时,触碰头可设定在离会合点不一样间距上(30-200mm)。精轧管健身运动时,触碰头可沿待焊边上边或下边拖动。触碰头从上边置放在待焊旁边的计划方案用到***广,由于选用这类计划方案能够使电焊焊接设备构造简易靠谱。


恒金属材料销售 (乌海市分公司)经过近几年来的业务发展,本公司已具备 槽钢类行业的实用技术,完善的服务体系,开拓出国内的广大应用市,服务于全国。


