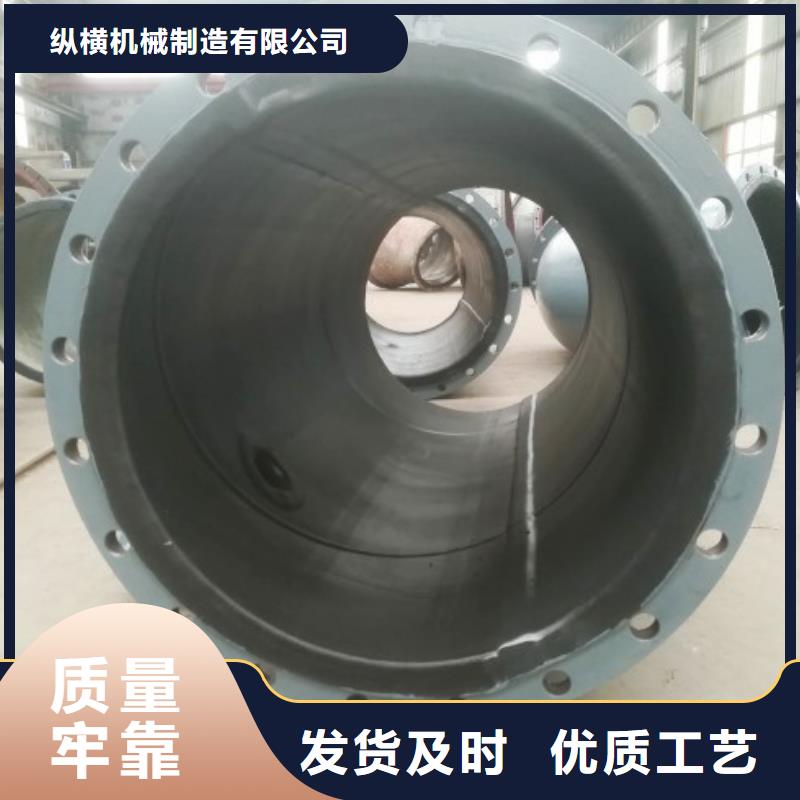





电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。



衬塑钢管技术创新是企业生命活力的源泉,人才是企业立足之本,是企业技术创新的核心,建立和完善技术创新机制和激励机制,鼓励和发挥技术人员的积j i性,加大 衬塑钢管产品开发力度,纵横机械制造(通辽市分公司)将一如既往的坚持诚信为本,守法经营,求实创新,团结奋进的企业精神,努力开拓,锐意进取。热忱欢迎你来电、来函、来人洽谈业务,共谋发展。



衬胶管道制作流程:
1. 喷砂。经检验合格,可以进行衬胶施工的罐体,用吸入式喷砂法进行喷砂除锈。操作风压不低于0.4~0.5Mpa,所用铜渣(粒径1.5~2.5mm)干燥后才能使用。喷砂自上而下进行。喷砂操作必须连续,单台罐体必须当天喷完。罐体体不允许有漏喷现象,粗糙度达到HG32-90《橡胶衬里化工设备》中规定的SA2.5级。罐体里铜渣等各种杂质必须立即清理干净。
2. 清洗。整个罐体喷砂完工后,用毛刷刷去表面浮尘,边刷边用甲苯等溶剂清洗一遍。胶板粘接面(毛面、有细花纹)同时用甲苯等清洗一遍。
3. 涂固化剂。等溶剂挥发干(约10~20min)后,立即涂上固化剂璜时得HSD-450。固化剂薄薄、稀稀地涂上一遍。涂刷要均匀,不允许漏刷、堆积。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。刷过固化剂的罐体,不得受水、潮气、溶剂等侵害和污染,应在10h内涂完胶粘剂,多不能超过24h。
4. 胶粘剂的配制。固化剂的重要百分比为4%~5%。每次称取璜时得LDJ-246胶粘剂2.4kg,加入HSD-450固化剂一小瓶100g,边倒边用刷子搅拌均匀。用刷子沾胶粘剂感觉一下,一提取即往下流、不堆积则正好。若粘度大,可加入甲苯稀释。配制的胶粘剂必须在4h内用完。
5. 胶板下料。先照罐体下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为厚度的3~3.5倍,坡口处用于提砂轮机打磨。粘合面应保持清洁,不干净处用甲苯清洗。
6. 涂胶粘剂。在钢板、胶板粘接面(毛面、有细花纹)各均匀地涂刷两遍,不得有堆积、漏刷现象。等胶粘剂挥发达“触干”(用于指粘试,溶剂挥发干但仍有粘性,约20~40min),即可粘贴胶板。涂过胶粘剂的钢板、胶板,一定要在60min内粘贴完。
7. 衬贴胶板。胶板粘面往钢板上贴覆,粘贴后,用压辊滚压,压实压紧,用橡皮锤轻轻振打。坡口搭接方向顺液体搅拌流动方向(顺时针方向)。胶板不得起皱或受力变薄。补贴顺序:顶→罐体四壁→底部。罐体刷过固化剂,等挥发干后(约25~40min),即可涂刷胶粘剂。顶、四壁衬胶完毕、检验合格后,方可拆除脚手架进行底部衬胶。
8. 修补、检验和保养。胶板衬贴后,进行检查。若衬胶损坏,必须将胶板割除,用丙酮将修整面清洗,然后重衬。凡有气泡的地方,要从接口处拉开放气,然后重新刷胶贴合。单台罐体衬胶完工后,必须至少停放240h后,才能投入生产使用。
9. 结束语
冷法耐磨橡胶衬里可在现场施工,受衬设备不需运输,对保护设备壳体,延长设备寿命,防酸、防腐、防磨,密封防泄等起到积极作用。在多项工程案例中证实,冷法橡胶衬里未出现脱胶、翘边、起鼓、开裂、磨通等不良现象,获得成功。因此,冷法耐磨橡胶衬里非常值得在有色、黑色矿山、化工、冶金、煤炭、建材、化肥等行业推广应用。



电厂脱硫管道应用范围:
1.发电厂:排烟脱硫装置(脱硫塔及脱硫管道)、酸水贮槽、阴阳离子罐、阴阳离子塔、吸收塔烟道、事故浆液箱、石灰石浆箱、机磨再循环浆液箱;
2.焦化厂、煤气厂:脱硫塔本体、脱硫管道、化盐设备、蒸发塔;铝业公司:氢氧化钠贮槽;
3.钢铁厂:盐酸回收装置、焦炭炉脱硫装置、酸洗装置;
4.化学工业:氯碱装置、盐水槽染料、化学品等装置;
5.排水、废液处理装置、污水处理装置:混凝土槽、中和槽。
衬胶钢管及管件法兰焊接注意要点:在衬胶管道生产过程中,有时会遇到客户自己提供衬胶钢管的情况,因为许多企业在建过程中项目上也有钢管也有焊工,就自行预制管道然后来我厂昨晨胶处理,这样其实是很可行的方案在现场组装的管道长度更精准,但是需要注意的一点是,钢管两端焊接法兰时不是焊结实就算完.法兰和钢管的焊接一定要出一个弧度要不然衬胶时极易产生空和起包现象.
在制作衬胶钢管之前,衬胶钢管两端焊接法兰十分重要,马虎不得。如果焊接法兰焊缝出现气孔、夹渣、坑窝现象则不合格,不能衬胶。要是以次充好衬完橡胶后的衬胶管会出现鼓泡现象,所以我们在制作衬胶管道焊接这方面一定要把握好焊接质量后方可内衬橡胶。
洛阳纵横制造有限公司是一家集科研、开发、生产、销售于一体的多元化复合型离新技术企业。本公司在防腐领域积累了二十多年的实践经验,是国内致力于滚塑及橡胶板的生产与衬里,玻璃鳞片,防腐设备的研制,开发,生产,施工,推广的专业大型企业,经营产品:化工设备的制造与防腐、全塑、钢衬塑储运槽罐、钢衬胶、钢衬塑管道、全塑、钢衬塑化工塔、水处理设备、非标容器制造五大系列200多个品种。