

想要深入了解螺旋管_镀锌无缝管多种规格供您选择产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:螺旋管_镀锌无缝管多种规格供您选择的图文介绍

聚旺物资(天水市分公司)深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【Q235B镀锌方管、3087无缝钢管】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【Q235B镀锌方管、3087无缝钢管】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【Q235B镀锌方管、3087无缝钢管】国际知名度。



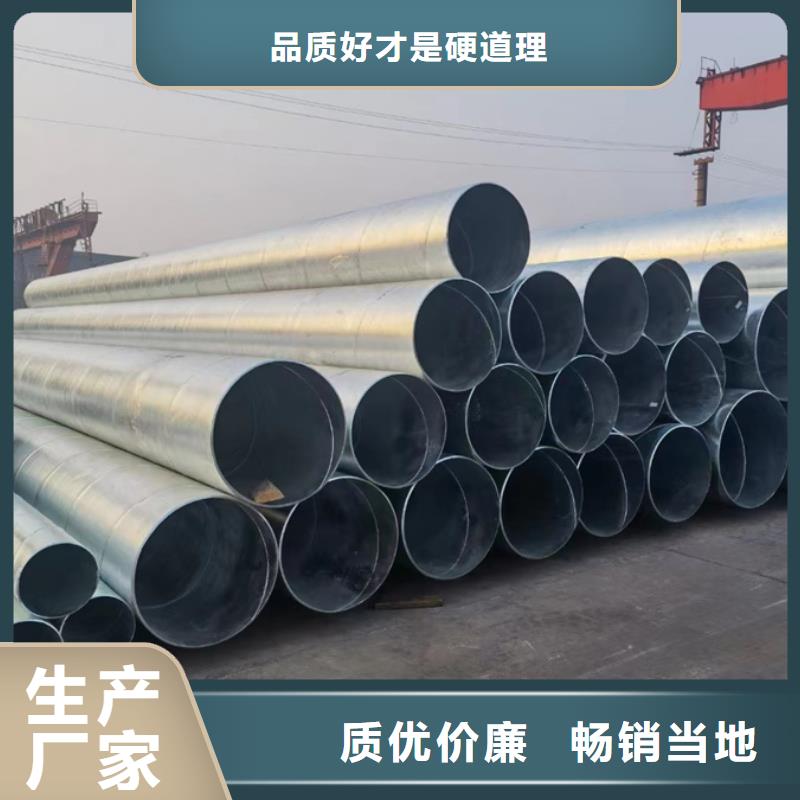
2、螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。



螺旋管厂介绍埋弧焊螺旋管在生产过程中常见的问题:
螺旋管焊渣的卷入:
入焊渣就是在焊缝金属中残存一部分焊渣.
2.螺旋管焊透度不佳
内外焊缝金属重叠度不够,有时未焊透.这种情况叫做焊透度不足
3.螺旋管气泡
气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,这种缺陷的措施是首先必须焊丝和焊缝的锈.油.水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气.
4.螺旋管咬边
咬边是沿着焊缝中心线在焊缝边部出现V形沟槽.咬边是在焊速.电流.电压等条件不适当的情况下产生的.其中焊接速度太高要比电流不适合更容易引起咬边缺陷.
