




1949年建国初期,我国还不能生产无缝钢管。
当时只有上海,有一点钢管改制设备,但因缺乏热穿孔机械,不能用圆钢生产无缝钢管,又无法从国外进口毛管,只能采用进口或用过的旧无缝钢管改制为其它规格的无缝钢管。
(注:虽然在新中国成立前,日本侵略者曾在东北的鞍山于1935年建了一套生产直径为70-150mm的热轧无缝钢管机组,但是在1945年日本投降后,其设备全部都被苏联拆运到了原苏联现乌克兰的乌拉尔 钢管厂。所以在新中国成立时,我国是不能生产无缝钢管的)



厚壁无缝钢管表面的光滑度的堤高方法
厚壁无缝钢管的视频后期制作包括了不锈钢钝化、预酸洗磷化和抹油,依据不锈钢钝化的处理可以改善厚壁无缝钢管表面的光滑度以及提高其整体的耐磨性从而 使用寿命,重要的一点就是可以改善和其他基本金属复合材料的结合,目前针对厚壁无缝钢管进行磷化处理的状况下重要采用三氧化铬进行不锈钢钝化,可以在不锈钢钝化的状况下加上一些活性剂,如氟化物、硫酸铵或硫酸等,促进不锈钢钝化后得到 稍厚的三氧化铬膜。当钝化剂中有氟化物时可降低钢表带表面张力,加速破乳体现,可以提高电抛光作用,使涂层细致光亮。
厚壁无缝钢管不仅要在生产制造的状况下注意相关的生产制造生产流程,还要在后半期的生产制造和处理专业性中确保,那般就可以给生产制造的产品再加了双保,促进厚壁无缝钢管不仅在外观上也要质量上更上一层楼了,变成了目前应用专业能力极强的原料。
1、提高铸机的对弧精度,避免 凝固早期的非均相网页页面上应力场过大,防止导致沿位错裂缝。
2、采用适当加快煅造速度和一定范畴以内扩张致冷出水量、提高水的出水量、降低溫度等方法维持强制致冷。
3、严格控制钢材牌号成分,特别是在是碳水分含量的控制。
4、提高轧钢电流的磁效应搅拌,中攀钢水氢压控制在40℃下述



金海金属材料(天水市分公司)座落于开发区蒋管屯镇杜丹江路东首100号。公司依靠的设备、成熟的材料及独特的堆焊新工艺,主要从事 GR15轴承专用管的研发、生产与销售公司通过IS09001质量管理认证体系认证。我们的专业团队将根据客户的实际需求,提出合理的建议、高品质的产品和提供有效的解决方案。
选择我们的产品与服务,我们将竭诚为您服务。



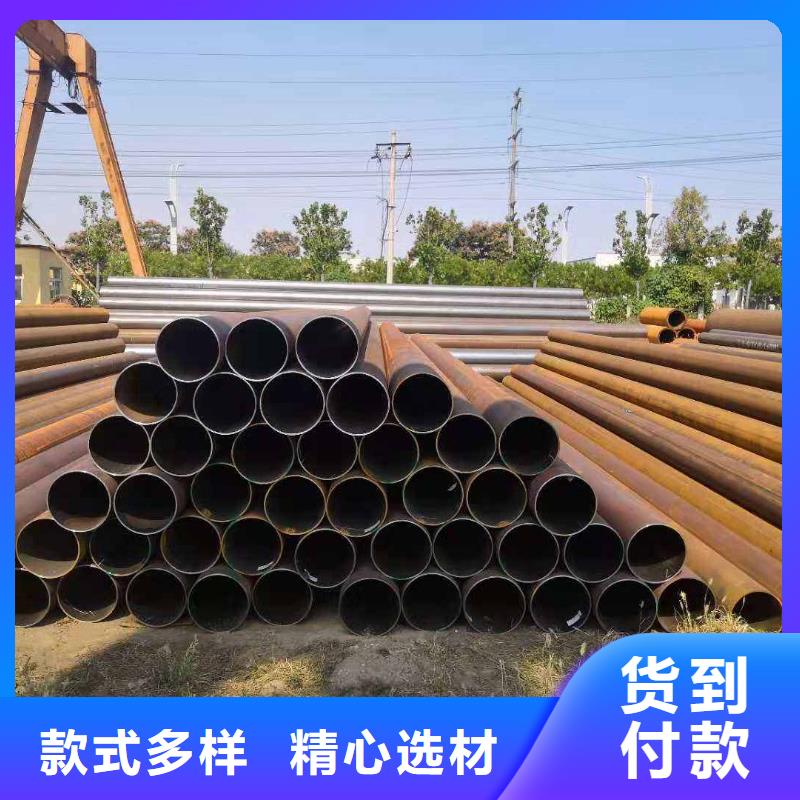
无缝钢管的管材成形技术性
无缝钢管大家较为的掌握,无缝钢管是具备空心横截面、附近沒有接缝处的条形不锈钢板材。无缝钢管广的泛用以生产制造零部件和机械零件。无缝钢管的管材成形技术性关键有冷挤压法、热冲压法、热破孔冷轧法、热推制扩径法,下边一起了解一下无缝钢管管材的成形技术性,期待对您有协助。
1、冷挤压法:挤压成型前必须对胚料开展机械加工预备处理,当挤压成型直徑100毫米下列的管材时,机器设备资金投入小,原材料消耗少,技术性比较完善。
2、热冲压法:无缝钢管是将平板电脑毛胚或事先成形的毛胚固定不动到转动的芯轴上,用旋轮对毛胚施压,旋轮另外作轴径送进,历经一次或数次生产加工,得到各种各样厚壁中空旋转体产品的加工工艺方式。
3、热破孔冷轧法:热破孔冷轧以纵轧拓宽和斜轧拓宽为主导。纵轧拓宽冷轧关键比较有限动芯轴连轧管冷轧,少声卡机架限动芯轴连轧管冷轧,三辊限动芯轴连轧管冷轧及其波动芯轴连轧管冷轧。
4、热推制扩径法:推制扩径机器设备简易,工程造价便宜,检修便捷,经济发展经久耐用,产品规格型号转换灵便,如必须制取大口径弯头等相近产品,只必须一些零配件就可以。合适生产制造中、厚壁厚大直徑无缝钢管材,还可以生产制造不超过机器设备工作能力的厚壁管管。


