


我们的现场实拍视频将带您走进弯管厂家批发价产品的世界,产品视频细节之美一览无余!
以下是:弯管厂家批发价的图文介绍

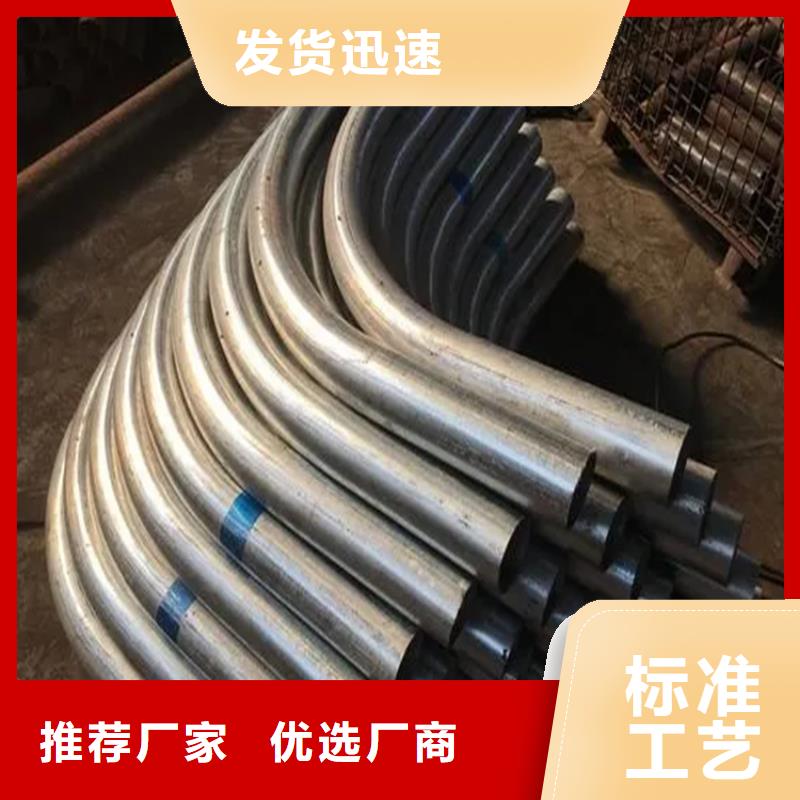
你是否知道弯管的这个知识,弯管是改变管道方向的管件,在管道交叉,转弯和绕梁等地方都可以看到弯管,煨制弯管具有柔韧性好,耐高压,低阻力的优点。因此,它经常在建筑中使用。 弯管的主要形式是:各种角度的弯管,U形管,来回弯(或称乙字弯)和弧形弯管等,弯管是具有任意弯曲角度的管件,在弯管时使用。弯管的弯曲半径用R表示,当R越大,管道的弯曲部分越大,弯曲越平滑;当R较小时,管的弯曲部分较小,并且弯曲较锐利。 来回弯的管子的弯曲末端的中心线之间的距离称为来回弯曲的高度,用字母h表示,来回弯是具有两个弯曲角度(通常为135°)的管件。 U形管是一种半圆形的管件。管两端的中心线之间的距离d等于弯曲半径R的两倍,U形管可以代替两个90°弯头,通常用于连接两个圆形的翼形散热器。 弧形弯管是具有三个弯曲角度的管件,侧面角度为135°,中间角度通常为90°。弧形弯管用于绕过其他管道,而弧形弯管通常用于对带有冷热水供应的卫生设备进行管道输送。 弯管的尺寸由管径,弯曲角度和弯曲半径决定,根据图纸和施工现场的实际情况确定弯曲角度,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求,样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应根据管道直径,设计要求和相关规定确定,它既不应该太大也不应该太小。由于弯曲半径太大,不仅要使用大量的材料,而且在管道的弯曲部分也要占用较大的面积,这会给管道的组装造成困难。如果选择的弯曲半径太小,则由于过度伸长而使弯管后面的管壁变薄,其强度降低,并且弯管的内管壁被压缩,形成褶皱状态。因此,一般规定,焊接弯管的弯曲半径应不小于管外径的1.5倍;冲压弯管的弯曲半径不应小于管道的外径;冷煨弯管的弯曲半径应不小于管外径的4倍;热煨弯管的弯曲半径应不小于管外径的3.5倍。 弯管时,一般规定管子弯曲后,管壁减薄率不得超过15%,这样的目的是为了使管子弯曲后不对原有的工作性能有过大改变。


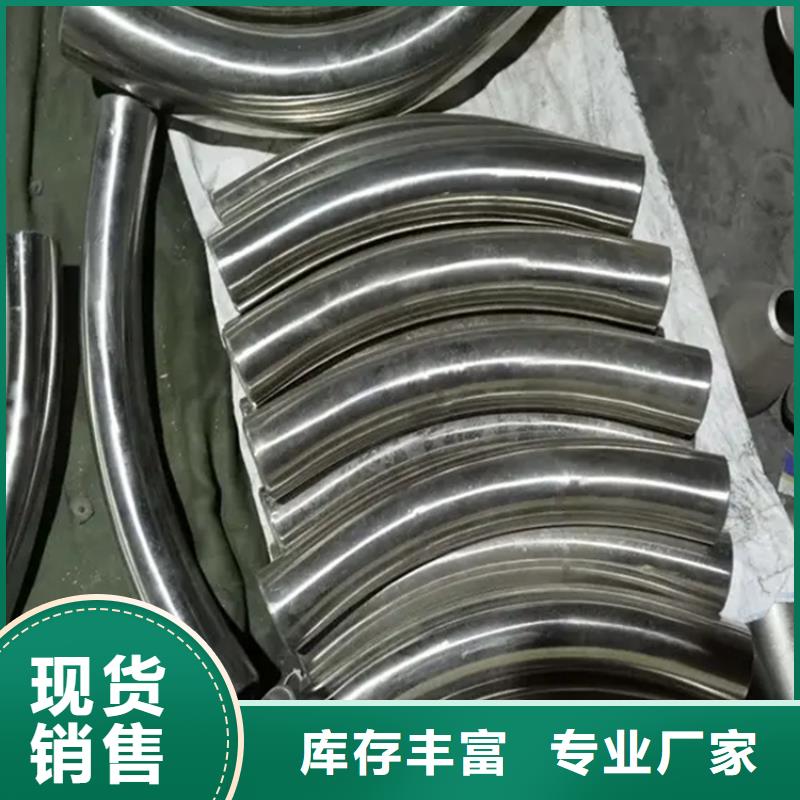
热弯管主要用于建筑圆弧型钢结构,隧道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、淋浴房门、生产线轨道、健身器材等多种行业。 材质主要是碳钢、不锈钢、合金钢等。 热煨弯管分类 1.以材质划分: 碳钢: ASTM/ASME A234 WPB、WPC 合金: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢: ASTM/ASME A860 WPHY 42-46-52-60-65-70 1.以制作方法划分可分为推制、压制、锻制、铸造等。 2.以制造标准划分可分为国标、电标、船标、化标、水标、美标、德标、日标、俄标等。 3.弯头按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 4.若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。



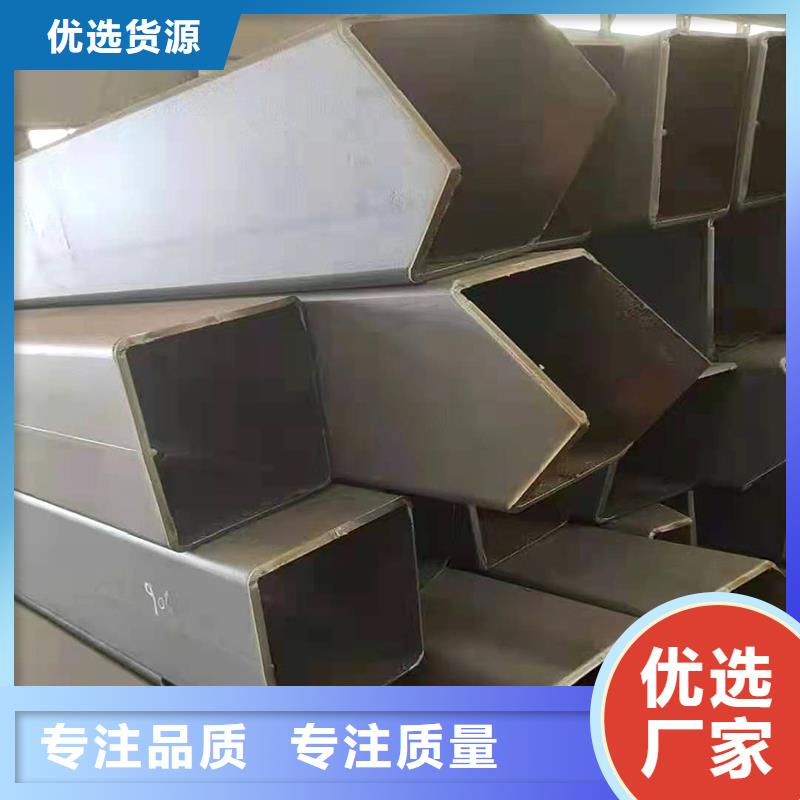
航萧管件(深圳市分公司)经销品种有:【H型钢拉弯】等。我司自设大型仓库,常年备有大量现货供应,品种繁多,规格尽齐,保障产品质量、提供良好的【H型钢拉弯】资源供客户选择。 我公司始终坚持以良好的产品,良好地服务的经营理念,为广大用户服务,并已建立了稳定的国内市场销售网络。从而使公司的产品销售在市场上的份额不断攀升,深受广大用户的一致好评。



弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。



