




为了给您提供更的【涂塑钢管】-预制直埋保温管品质保障售后无忧产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:【涂塑钢管】-预制直埋保温管品质保障售后无忧的图文介绍
友骏管道(曲靖市分公司)创办于2016年,专业生产【DN100小口径保温管】等产品。本厂家设备齐全、技术实力雄厚、企业内部管理严密、生产效率高;本厂家生产的【DN100小口径保温管】品种多,规格齐全,并能承接各种特殊规格需求的【DN100小口径保温管】产品定做。




涂塑钢管性能特点及用途的总结
涂塑管企业一定要看清形势,保持转型发展的定力,将“智能制造”列为行业重点任务,这为涂塑管行业转型升级指明了方向。“涂塑管工业发展智能制造是行业革命性提质增效、提高有效供给水平的一条重要途径,要积极开展智能制造,促进行业升级发展”。涂塑管业是自动化程度较高的流程型行业之一,智能制造发展基础好、空间大,是落实《中国制造2025》战略的重点行业之一。发展智能制造,一方面要加快推进涂塑管制造信息化、数字化与制造技术融合发展,把智能制造作为两化深度融合的主攻方向。另一方面,在全行业推进智能制造新模式行动,总结可推广、可复制经验。重点培育流程型智能制造、网络协同制造、大规模个性化定制、远程运维4种智能制造新模式的试点示范,总结出涂塑管工业智能制造的发展路径,企业品种研发、稳定产品质量、柔性化生产组织、成本综合控制等能力,来满足客户多品种、小批量的个性化需求。
涂塑钢管生产步骤大致来说,可以分为以下几个步骤,压槽加工,喷砂,锈迹处理,预热,喷涂,固化,后处理等相关工艺。这里有几点是需要值得特别说明的是,钢管进厂检测是很有必要的,也是很关键的,检查是否有裂缝,是否有弯扁处,是否有缺口等等,这些都关系到管道能否正常使用,生产出来的产品有消防内外涂塑钢管,大口径防腐涂塑管,暖通冷热循环水管等管道。



涂塑钢管加工工艺分为四种:热浸塑、高压静定喷涂、滚塑、包塑。而且连接方式的不同其加工的过程也不相同。该产品所需要的原材料为塑料粉末和钢管。整个加工的开始需要采购原材料,消防一般采用的塑料粉末为环氧树脂,所用钢管型号为无缝钢管、直缝钢管或螺旋管,原材料采购回来步进行检验,特别是钢管型号、长度、壁厚需要测量。
涂塑复合钢管的施工工艺
一、检验:管材进厂后,检查数量、壁厚是否符合要求,是有缝或无缝管材,管材两端是否圆整和弯曲;
二、去污:检查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如发现有毛刺后去除、磨平;
三、酸洗:将管材(管件)浸入池中浸泡(20-25)分钟,除锈后捞出,转入下一道工序;
四、水洗:将酸洗后的管材放入清水池中水洗一次后捞出;
五、磷化:将清洗完毕的管材(管件)浸入磷化液中浸泡(10-15)分钟捞出并晾干;
六、喷涂:将晾干后的管材(管件)放置在管架上进行内、外喷涂,喷涂前根据客户要求选择不同颜色的涂粉,喷涂过种中要严格控制静电量、喷机的转速、喷的出粉量,做到喷涂均匀,避免漏点;
七、固化:待烘干管材进入烘干车间后,工作人员要及时调整管材的摆放位置,尽量做到只留支撑点的损伤面积,按照涂粉的周化要求,预先调试好烘箱温度及固化时间,并做好每一炉的记录;产品出烘箱时,严禁在高温下作业,用裸水触摸;待产品冷却后,正确摆放,查找磨损点,及时修补后转入下道工序;
八、包装:用测厚仪检查产品内外壁喷层厚度是否符合要求,用测漏仪检验产品内部是有无漏点,如全部合格后,用专用工具进行包装。


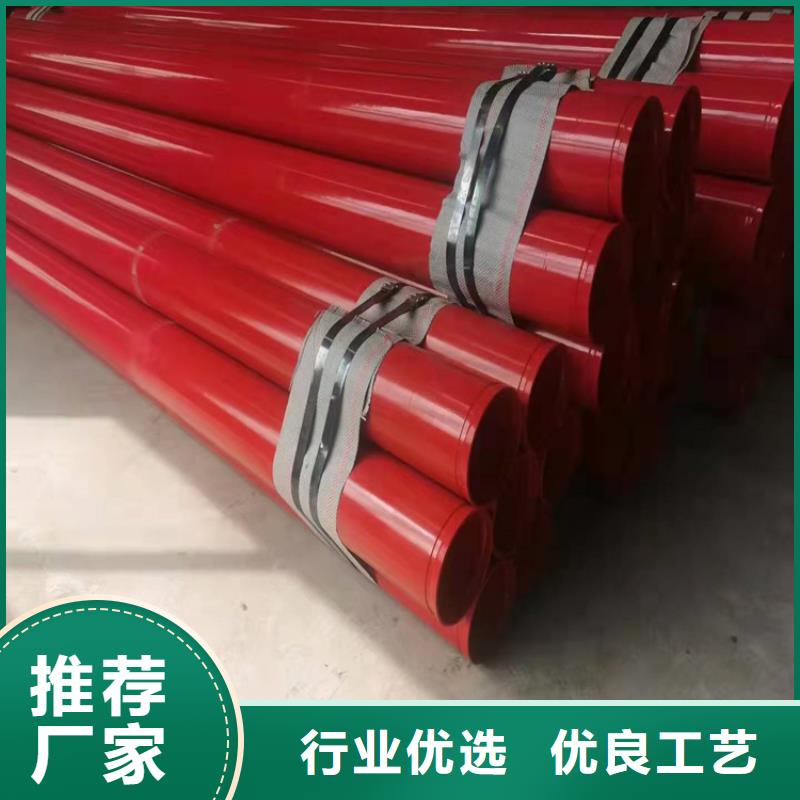
内外涂塑复合钢管:
1.卫生、不积垢,不滋生微生物、保证流体品质;
2.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离;
3.安装工艺成熟、方便快捷、与普通镀锌管连接雷同;
4.耐候性好,适用沙漠、盐碱等苛刻环境;
5.管壁光滑、提高输送效率、使用寿命长加热后的钢管外壁上。
涂塑钢管基管一般采用镀锌钢管或者焊管,涂层为食品级环氧树脂以先进的工艺在内、外壁熔融、喷涂或吸附环氧树脂粉末涂料并经高温固化的新型复合管材,作为普通自来水管的更新换代产品,它既有钢管、管件的强度与刚度,又具有塑料水管内壁非常光滑、自润滑性好、不生锈、不结垢、流体阻力小、耐冲磨、防腐蚀、抗菌卫生性能好及柔韧性等优点。与内衬钢/塑复合管材相比:涂塑复合钢管线性膨胀系数更低、不缩径、再加上食品级环氧树脂是一种极性材料,与钢管的结合力极强,在常温下长时间不会出现分离、脱落现象,特别是在抗热胀冷缩方面具有更佳的表现,耐候性更好。



