

30秒一段产品介绍视频,带你了解护栏【防撞护栏立柱厂家】适用场景产品的功能、特点和使用方法。
以下是:护栏【防撞护栏立柱厂家】适用场景的图文介绍

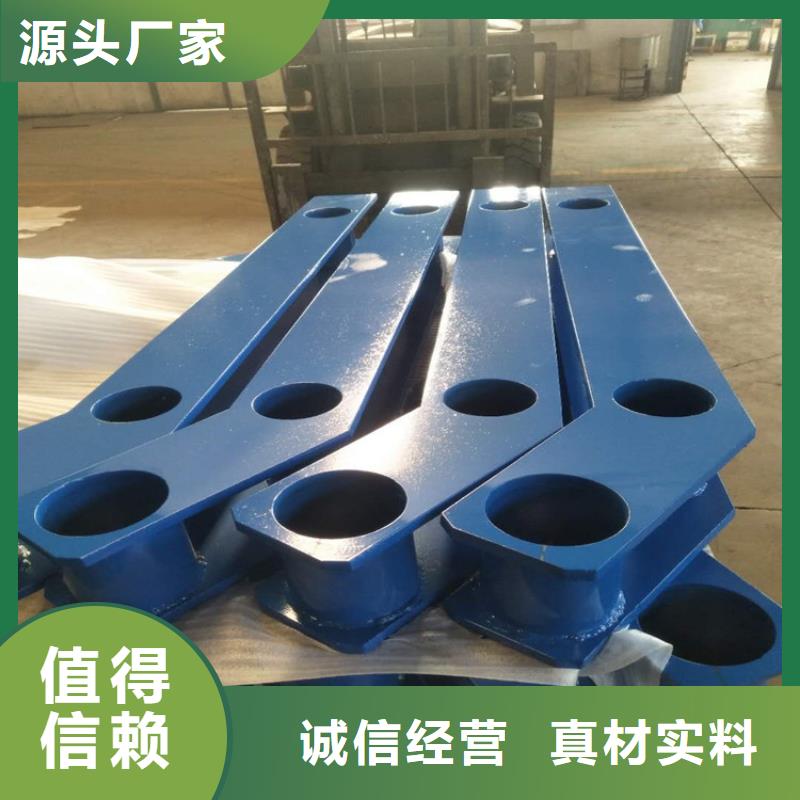
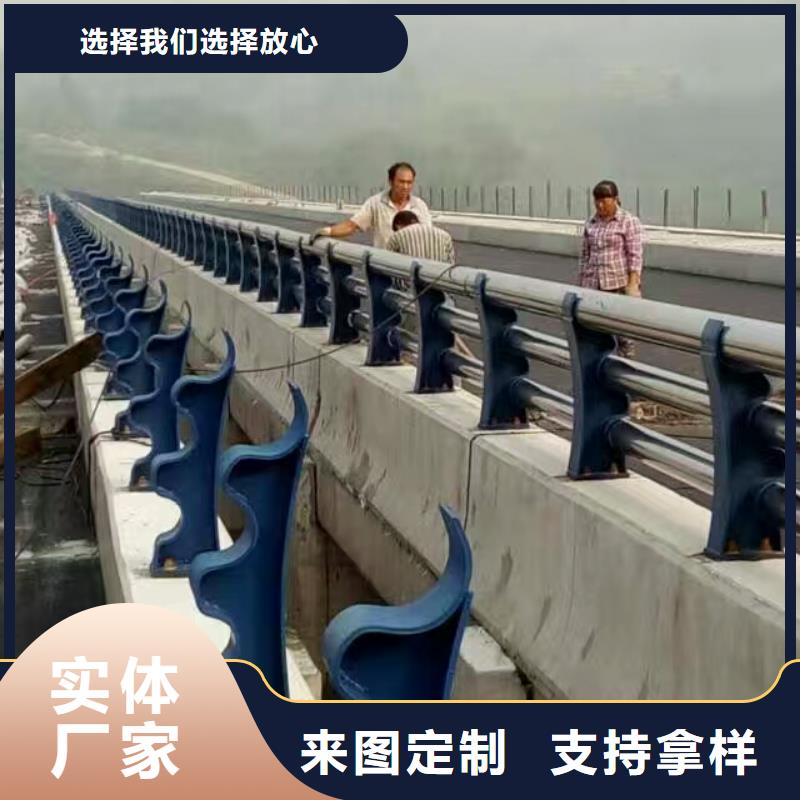
护栏【防撞护栏立柱厂家】适用场景

护栏的防锈处理及防锈工艺流程
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。
目前铁艺护栏有效、实用的防锈方法是热浸镀锌。即在铁艺护栏在熔化的锌液中在表面生成锌铁合金层及纯锌层,用以隔绝铁艺工件被氧化的机会。防锈期长达20-50年以上,期间无需维修,可靠,是铁艺工件的 防锈方法。
铁艺护栏的工艺流程:
1、酸洗前检查处理
检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗)
配有加热设备,铁艺工件表面的油脂、涂料等。
3、水洗
铁艺工件表面的碱水及附着物。
4、酸洗
除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理:
酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗
除去铁艺工件表面的酸水及其它附着物
7、上助镀剂
再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干
提高铁艺工件温度,避免铁艺表面水分过多,在镀锌时发生爆炸。
9、热浸锌
工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化
提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
11、冷却
防止工件激冷回缩,产生集体组织开裂。
12、精整
锌瘤及附着在镀层表面的锌灰
13、检验
镀层的检验和测定,工件的外观检查。


多层不锈钢复合管护栏焊接的时候,层间温度不能过高,不锈钢控制在120℃以下,普通的低碳钢控制在300~350℃以下。
4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。
4分铜管不锈钢复合管护栏焊接相对大厚直径的铜管来说还是好不锈钢复合管护栏焊接的,如果是紫铜管可以用磷铜料,比如威欧丁202B的焊条进行不锈钢复合管护栏焊接,免焊粉,这个时候熔点温度700度左右,如果是黄铜管用威欧丁201-F的焊料不锈钢复合管护栏焊接,熔点温度在800度左右, 这个参考介绍可以参考专题:可以替代银焊丝解决铜焊/钢焊/铜与钢不锈钢复合管护栏焊接的VOD201
电焊时,电弧温度可达3000—6000℃,并有大量火花喷出,极易引燃可燃物着火燃烧。焊件由于电焊,温度也很高,存在着很大的火灾危险性。所以在作业时,一定要注意。



立朋金属护栏(庆阳市分公司)成立于2006年,公司员工200于人,公司位于甘肃庆阳西南部,交通优越,三条铁路、四条高速公路、四条国道纵横境内,主营: 人车分流栏,我公司宗旨是以质量求生存,以科技求发展,以顾客为上帝。



