


想知道流体管_TPEP防腐钢管产品优良产品为何如此受欢迎?观看视频,答案自在其中。
以下是:流体管_TPEP防腐钢管产品优良的图文介绍
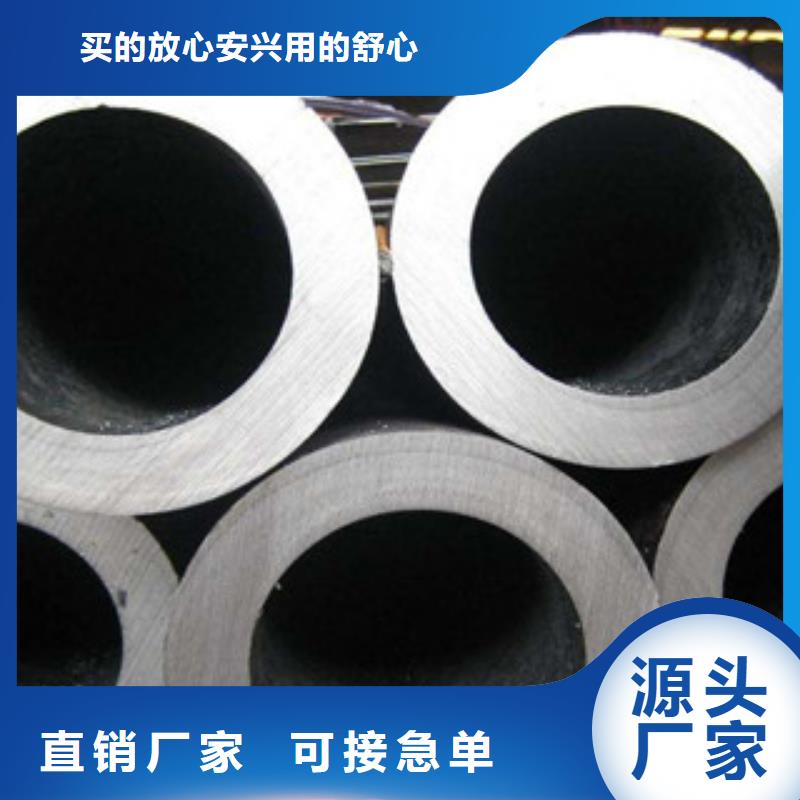
本公司是一家专营 L360N无缝钢管的专业的 L360N无缝钢管生产厂家,公司秉承顾客至上,务实的企业精神与经营理念,赢得多个地区客户的信赖和认同,希望各位新老顾客,多多关照,钢兴钢管 (牡丹江市分公司)会继续为各位顾客服务!



在冶炼控制严格的情况下,多出现第三种情况,其控制措施为:
1、提高45#结构钢管的塑韧性:提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度:通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速:轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
1、提高45#结构钢管的塑韧性:提高钢水的洁净度,减少有害夹杂;增加连铸坯等轴晶比例,减少中心偏析和中心疏松;采用合理的冷却制度,避免铸坯内部出现内裂纹;对下线铸坯或连轧坯采取缓冷工艺,减少内部应力,从而保证管坯和成品45#结构钢管的组织和力学性能满足技术标准要求。
2、合理控制加热温度:通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。
3、降低轧辊转速:轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。



流体管件粒度/目 用途
粗磨 12~20 磨削量大,除去厚的不平度;粗磨 24~40 磨削量大,除去氧化皮、毛刺、粗糙表面;中磨 50~80 磨削量中等,除去粗磨后留下的磨痕;中磨 100~150 磨削量较小,为精磨作准备;精磨 180~240 磨削量小,可得到比较平滑的表面;精磨 280~360 磨削量很小,为镜面抛光做准备。



流体管件表面磨光粒度的选择及效果
流体管件抛光表面效应:用抛光轮或抛光流体管件与研磨表面抛光,该表面可以被去除毛刺,皮,锈,穿孔,划痕,焊接,焊渣,焊波,以提高表面光滑度。
流体管件: 影响抛光质量的因素包括抛光次数、磨料种类和尺寸、抛光速度、抛光轮上使用的抛光膏等。抛光后的表面粗糙度可达r≥0.4μm。
磨料:主要为人造金刚石砂(碳化硅晶系紫色黑色闪粒)、人造刚玉(氧化铝白色至灰色深色晶粒)和天然金刚石砂红色至黑色晶粒。
磨料颗粒尺寸的选择:磨料颗粒通常用于在抛光期间逐渐减少多次抛光。如果流体管件表面粗糙度小,一次抛光流体管件表面,将抛光膏油加入抛光轮研磨,抛光效果好。
