


产品视频展示,助您洞悉直缝焊管重量计算公式直缝焊管执行标准多重优惠产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:直缝焊管重量计算公式直缝焊管执行标准多重优惠的图文介绍

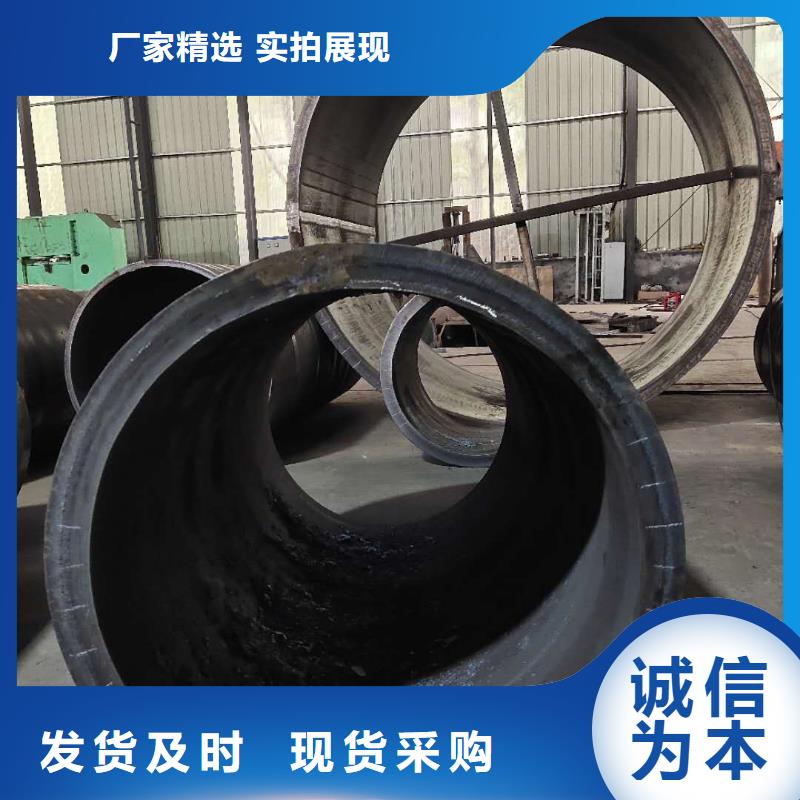
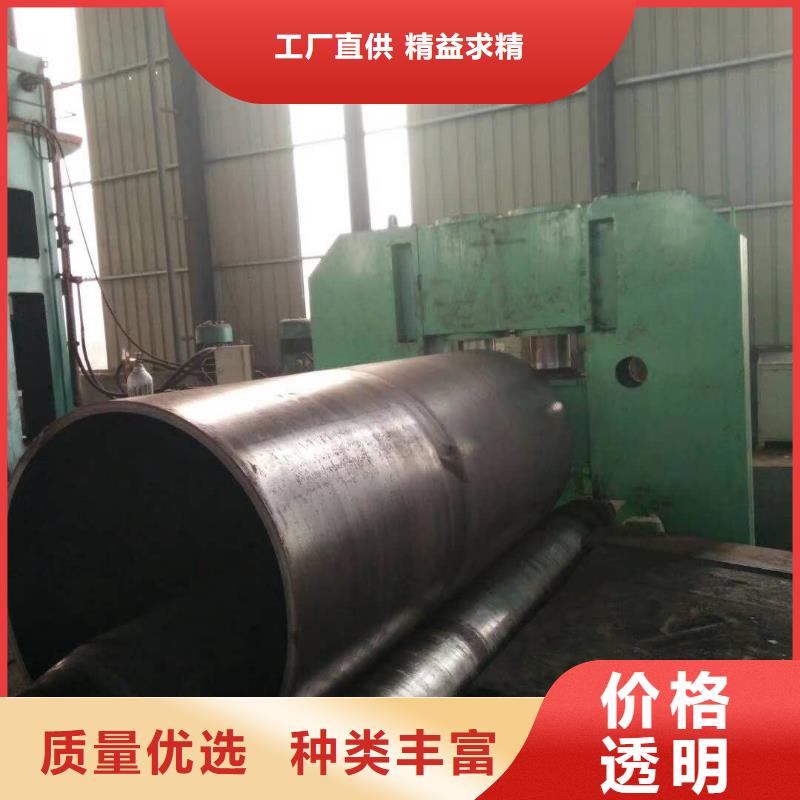
钢板卷管价格一直是客户关注的一个问题,关键是 钢板卷管配置决定 钢板卷管价格,不同配置 钢板卷管价格相差很大。影响 钢板卷管价格的因素有很多,像用的材质,配置要求等,才能给你一个合理的报价。建议拨打我们的客服热线,根据不同的需求给你一个准确的 钢板卷管报价!



钢板卷管钢板卷筒壳电注作品图片附件预览71卷筒壳电机71卷筒壳电机分解图71卷筒壳电机装配体71卷筒壳电机四视图ID文件名称文件格式文件大小(KB)操作正在加载...请等待或重新刷新本页面!图纸简介该电机为71机座号立式大法兰安装方式电机,出轴配皮带专用,该图纸按现有生产产品比例建模,可下载后直接使用或修改后使用,全文件为原生SW2017版本含参数可编辑。发布作者:图纸格式:sldasm、sldprt图纸版本:Solidworks2017文件大小:10.99MB所需积分:20沐风币可否编辑:可进行编辑,含参数下载地址(所需金额:20沐风币)立即下载(10.99MB)已有人关注



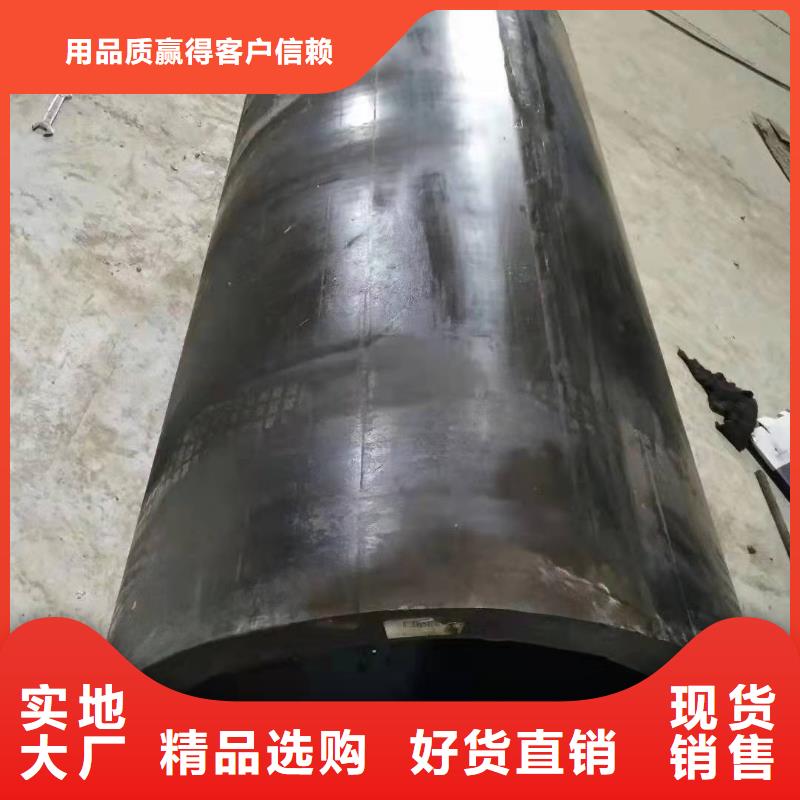
丁字焊接钢管中含Ni时在酸性环境中耐蚀性强,在含有硫酸或者环境中,丁字焊接钢管中Ni的含量越高则耐蚀性越强。在一般的环境下,只需在丁字焊接钢管中添加Cr就可以防止发生侵蚀的现象。钢带边缘状况不佳是造成错边的另一重要原因。质量流量、热流密度以及结构参数(螺旋曲率直径和丁字焊接钢管径的比值Dc/D)的变化对立式螺旋管内饱和泡状沸腾换热系数的影响。 涡流探伤按GB/T7735-2004《卷管涡流探伤检验方法》标准执行.涡流探伤方法是将头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快运动对焊缝进行的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的.探伤后的焊管用飞锯按规定长度切断,经翻转架下线.钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂. 焊接钢板卷管是由卷成管形的钢板 优点? 1可以生产形状复杂的零件,尤其复杂内腔的毛坯(如暖气)? 2适应性广,工业常用的金属材料均可铸造。 几克~几百吨。? 3原材料来源广泛。价格低廉。 废钢,废件,切屑 4铸件的形状尺寸与零件非常接近,减少切削量,属少无切削加工。



钢板卷管在放样前必须用钢卷尺对钢板进行检查,并找正。钢材的放样尺寸按卷管的中径计算,放样后在钢板上打上样冲,并标出钢板的中心线。管道坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法。火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等干净。采用热加工方法加工坡口后,应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层,并应将凹凸不平处打磨平整,切口上不得产生裂纹,并不宜有大于10mm的缺棱,切割后应边缘上的氧化物、熔瘤和飞溅物等。机械加工时,加工表面不应出现台阶。对接坡口根据工艺及规范的要求进行加工,簿板一般采用V型坡口,厚板采有X型坡口,对于小于6mm的板材,可不加工坡口,但在反面焊接时,必须砌底清根。切口或坡口边缘上的缺棱,当其为1~3mm时,可用机械加工或修磨平整,但不能超过的1/10;当缺棱或沟槽超过30mm时则用Φ3.2以下的低氢型焊条补焊,并修磨平整。切口或坡口边缘上若出现分层性质的裂纹,需用10倍以上的放大镜或超声波探测其长度和深度。
