

为了让您更地了解我们的球墨铸铁管_球墨铸铁井盖专业生产设备,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:球墨铸铁管_球墨铸铁井盖专业生产设备的图文介绍


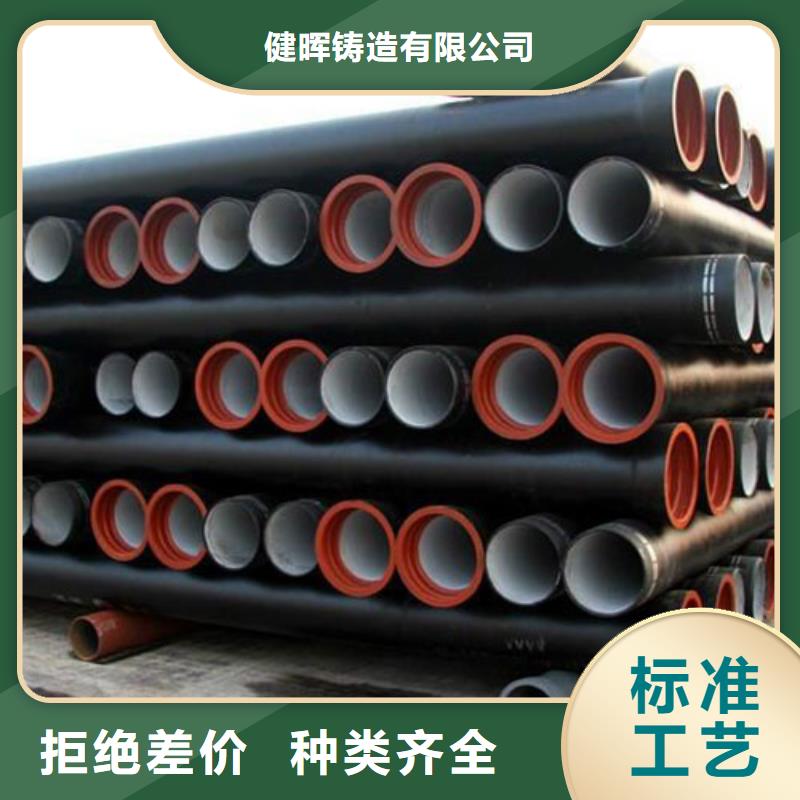
我国球墨铸铁管的现状及前景我国的球墨铸铁管行业起步于20世纪90年代初,在中国城镇供水协的大力支持下发展迅猛,经过近20年的实践使用,其性、实用性已被供水行业普遍认可,2008年国内年产量已达到220万吨,是1990年的11倍。由于我国是一个水资源缺乏的 ,缺水城市为600多个,严重缺水城市为200多个,供水节水事业方兴未艾,球墨铸铁管有着广阔的发展前景。球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。



随着 球墨铸铁井盖工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 球墨铸铁井盖生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,健晖铸造(黄石市分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!



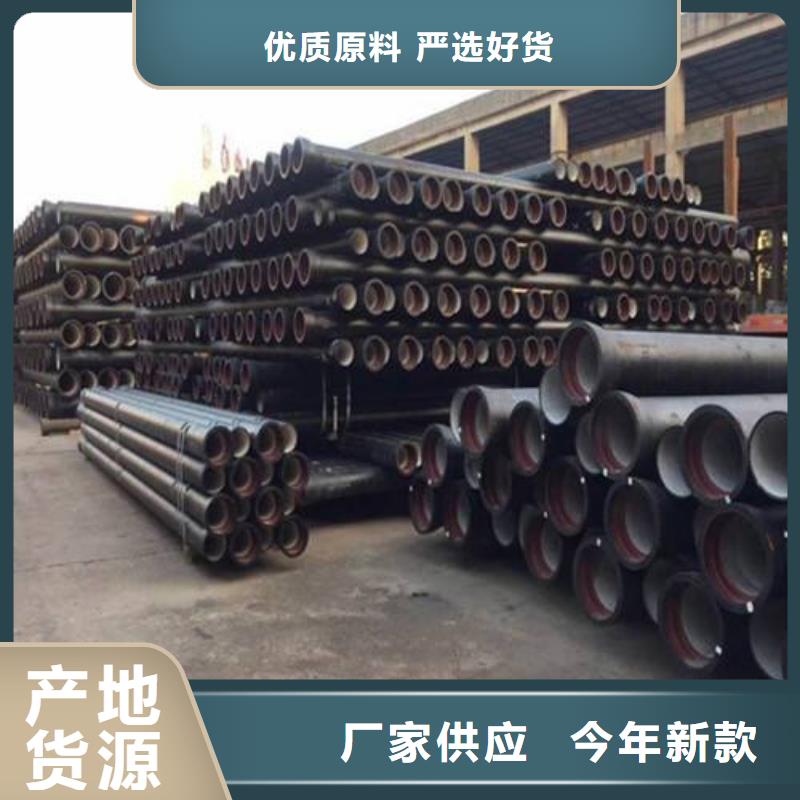
在球墨铸铁管误差处理中,有的生产商采用涂刷涂料来防止,取的了较好的效果,但还是会有铸件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇注过程中对浇道壁的冲刷。因此导致了铸件夹砂砂眼。 1、提高铸件成品率,提高铸件质量,降低铸件总成本。2、采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。对提高铸件质量和铸件成品率起到很大作用,尤其在各种自硬性铸造造型中,特点更为突出。



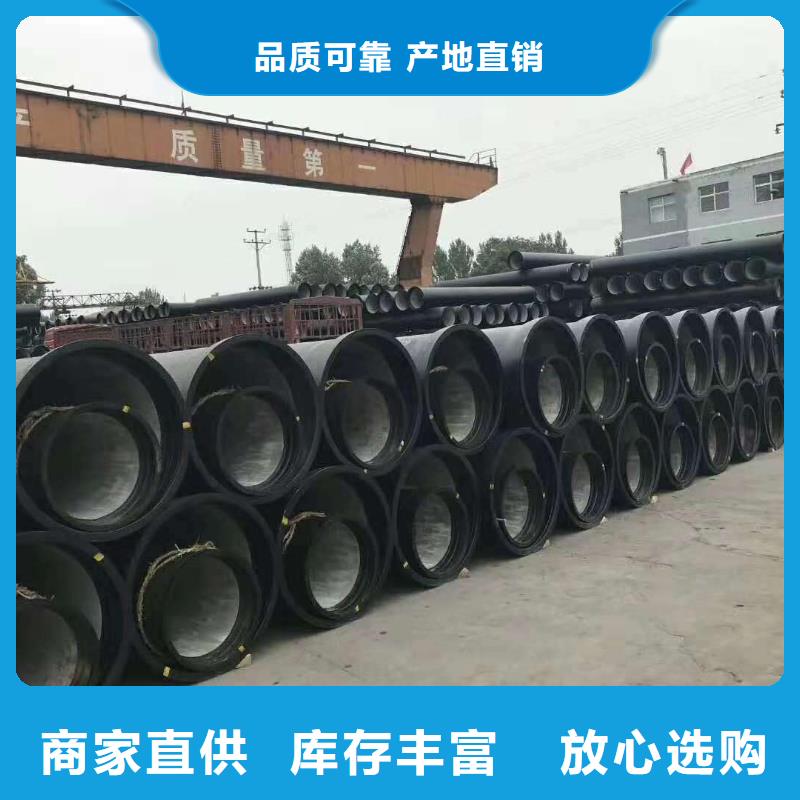
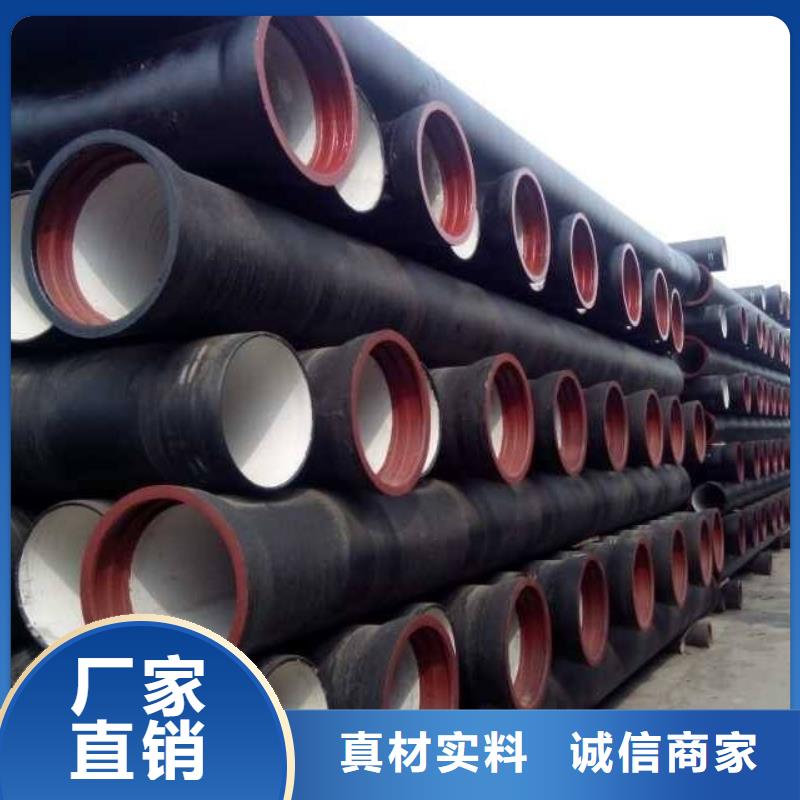
管与管之间的连接,采用承插式或法兰盘式接口形式;按功能又可分为柔性接口和刚性接口两种。柔性接口用橡胶圈密封,允许有一定限度的转角和位移,因而具有良好的抗震性和密封性,比刚性接口安装简便快速,按铸造方法不同,劳动强度小。离心球墨铸铁管采用代拉伏法水冷金属型离心机.Dg100 mm以下的铸型采用封闭水套冷却,Dg150rnm以上的铸型都用雨淋式冷却。浇注时需在流植进口端加入硅钙合金作孕育处理,每次浇注完毕后,需要在铸型内表面用压缩空气喷涂一层薄薄的干硅钙粉,离心机是一个由上下两半部组成的密闭式壳体,支承铸型的滚轮架安装在壳体底部,铸型前端套着齿圈,安装在壳体底上的直流调速电机通过齿轮直接传动铸型,壳休两端铸型通过处都装有密封圈,壳体前端安装着一个山气缸翻动的半环形声全rae 离心机的壳体下面装有轮子,以便在倾斜轨道上作往复运动,离心机的往复移动采用液压装置,压力为9.65 x 105Pa.其移动速度通过溢流阀调节,离心机的电缆和冷却水进出软管一般固定在机器旁边的柱子上,另一端接在壳体上,随机一起移动。



离心机的生产规格一般是固定的,如果要在一台离心机上生产几种规格的管子,则需要更换扇形包,铁水流植和支撑铸型的滚轮架等。我国 的离心球墨铸铁管生产基地是位于河北省邯郸市的新兴铸管股份有限公司,年产球墨铸铁管180万吨,是目前国内公认的行业龙头企业。我国其他球墨铸管知名企业有北台铸管、铸福实业、山西泫氏、联丰管业等。而近的山东省聊城市的球墨管生产企业成为后起之秀,在近年来发展势头迅猛。离心球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠;另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗腐蚀性。我公司的喷锌质量符合ISO8179的规定,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合ISO4179的规定,保证砂浆坚固密室、光滑、附着力强。
