


产品视频展示,助您洞悉铜止水片水坝专用防水防潮来厂考察厂家产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:铜止水片水坝专用防水防潮来厂考察厂家的图文介绍

金鸿耀工程材料(广东省分公司)以“”、“诚信协作”、“互助共赢”为公司理念,以推广和应用为己任,始终把高新技术【pp杜拉纤维】产品作为对未来市场竞争的积j i把握,积j i开拓国内外市场,并一如既往的积j i配合客户所需。放眼未来,我司将发展成为具有一定规模和影响力的专业厂商。我们真诚地期待与您的合作!



止水铜片 铜止水规格是铜含量、以及宽度、厚度、软硬态及物理特性的一种表现形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、软态、半硬紫铜止水等。止水铜片用T表示,即T2与T3,T2铜含量≥99.8%,T3铜含量≥99.7%。铜软硬态,M表示铜硬度状态为软态,抗拉强度≥205MPa,延伸率为30%;Y2为半硬态,抗拉强度≥245MPa,延伸率为≥8%。 铜止水规格 1.执行标准GB2059-2008; 2.厚度:0.5-14mm; 3.宽度:200-1000; 4.长度:1000-3000; 5.抗拉强度不小于205Mpa; 6.伸长率不小于20%; 7.化学成分和物理性能应满足GB/T2059-2008《铜及铜合金带材》的规定; 8.符合 标准(GB2040-2008)《铜及铜合金板材》中的相关要求。 GBT 2059-2017铜及铜合金带材(以下称标准)对水利工程铜止水的厚度以及宽度要求进行了相应的调整。原标准称为M态铜止水,先更名为O6O软化退火态。新的标准规定,铜止水的厚度需大于0.15mm或小于0.5mm,其宽度需小于等于610mm。而硬态铜止水,主要生产1/4硬态(H01),其厚度在0.5mm~5mm之间,宽度规定小于等于1200。



铜止水片在大坝止水项目中发挥着不可替代的重要作用,止水铜片在止水大坝面临着巨大水压的情况下,止水设施便是过水或渗水的通道,而设置止水橫缝的目的,就是为了防止水的渗透,同时承受强大的水压。 大坝止水项目中,往往将我们的铜片止水加工成W型(为了便于固定和混凝土的咬合),其中中央尖部凸起来的形似“鼻子”的这部分,我们称之为铜鼻子。而这个铜鼻子的朝向问题,对于止水铜片在水中的受力情况起着至关重要的作用。 止水铜片的受力,从两个方向分析。 ,若将铜片鼻子朝向迎水面荷载,在库水位尤其高水位时,荷载很大,相对刚度较低的铜片无法产生“拱效应”,势必顺着荷载作用方向而发生变形,出现折转,此时铜片折转弯曲处可能撕裂破坏。对此应保持警惕,并加以防止。第二,将铜鼻子指向背水面,铜片止水顺着荷载作用而产生变形。一般变形不大,是受力后伸展,不会出现折转情况,铜片也不至于撕裂破坏。 由于铜片止水质地较软,厚度较薄(一般厚1.5mm左右)、韧性很好,加工成型容易。成型的止水铜片埋置在橫缝中,其刚度很低,在强大的水压力作用下容易产生变形。所以在工程设计中应该使它顺荷载的作用而自然渐变地伸展,防止它剧烈变形而可能的折转和撕裂。



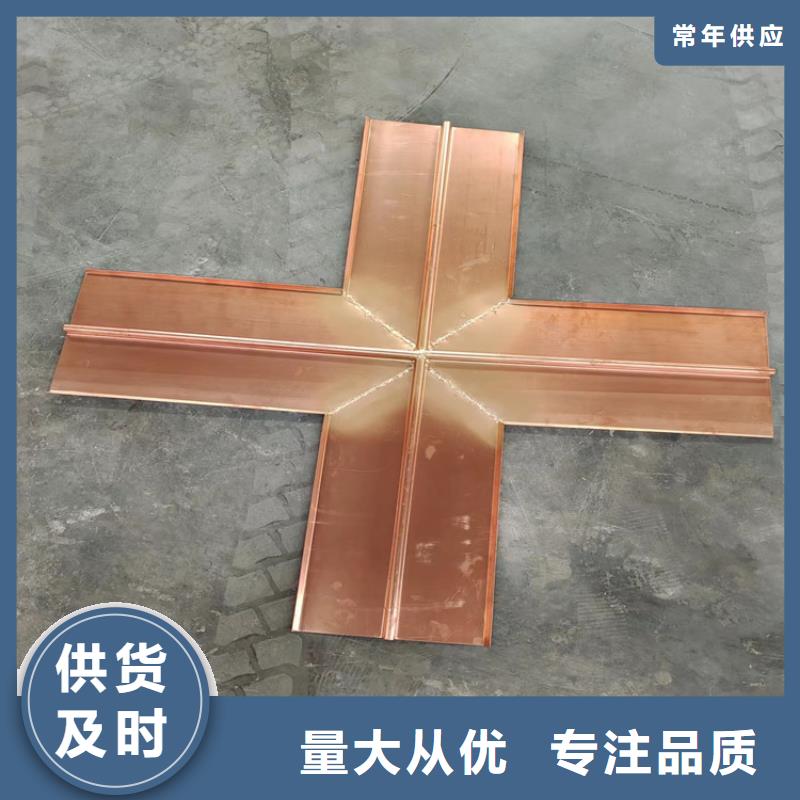
止水铜片接头成型方法及止水铜片的质量控制止水铜片接头形状分为:止水铜片T型、W型、V型、十字型、Y型、弧型止水铜片、L型、H型、F型,异型等。制作方法一 焊接成型:先压制一定长度的定型止水,再根据异型接头形状进行裁割,拼接成所需要的异型接头形状,然后焊接成型。这种制作方法虽然能够达到设计要求,但制作工艺复杂,费时费料,外观质众差。制作方法二整体冲压成型:冲压机冲压成型或千斤顶挤压成型。目前在施工中比较传统的止水铜片成型多采用冲压机冲压成型。 止水铜片成型装置具有结构紧凑、可靠、生产效率高、产品质量好等优点。在施工过程中止水铜片的质量控制程序对每批铜止水带材料进行试验→外观检查验收→加工验收→止水带连接质量检验→安装→混凝土浇筑过程中看护维护→混凝土浇筑完后外路部分的保护质量。混凝土单元仓号中的止水铜片接头连接质量要求质检人员每仓必须进行密封性检查验收,监理工程师可适时进行抽查密封性检验。止水铜片的加固定位装置,必须由监理工程师检查认可后,方可进入下一道施工工序。混凝土浇筑过程中,为避免大骨料在止水带部位集聚,混凝土卸料点须离止水带1.0m以上。如有骨料集聚,人工及时进行分散,并仔细加强振捣,确保止水带结合处混凝土密实。为防止混凝土骨料集中滚落至止水带部位和防止因混凝土侧压力导致止水挤压移位,须合理安排布料和振捣程序,应在靠有止水带的一侧先布料和平仓振捣混凝土。同时,在靠止水带部位的混凝土平整高度应稍高,以避让在止水带处混凝土的泌水集中,并对止水带处的泌水须及时进行排除。根据大坝接缝设置止水铜片的主要意义是止水在水压力、接缝位移、外界环境的作用下,确保接缝不渗(漏)水。为此,止水铜片的型式和材料质量是止水发挥作用的重要保证。 止水铜片表面应光滑平整并有光泽,应加强对其外观凹痕、明疤等缺陷的检查,其表面的锈污、油渍等杂物均应干净。如有砂眼、钉孔应进行补焊;如有撕裂,应采用与翼缘等宽的母体材料进行双面搭接焊,搭接片长度不小于100mm,且四周接触面均须满焊。