




我们的无缝管,有色金属用心服务视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:无缝管,有色金属用心服务的图文介绍
多年来,琪钰钢铁贸易(澳门分公司)始终坚持“人无我有,人有我优,人优我精”的经营策略,秉承“以 板材市场为准则,以新创科技为先导” “以德做人、以诚做事”,的经营理念,扎实地走科研与生产相结合的道路。
始终坚持以品质加诚信求生存,向客户提供货真价实的 板材产品。我公司将热诚欢迎您来本厂参观考察指导。



公司现设有五个部门,即生产监理部,营销供应部,综合管理部,环保质评部和财务管理部。公司现有技术研发人员数名,并聘有多名经验丰富的建造师和工程师,在社会各界人士的大力支持下,公司通过夯实钢材经营基础领域,发展物流、贸易等现代服务贸易,实施精良配置,公众化运作和区域化发展。目前公司已成为集钢铁代生产加工、贸易、服务、建筑等多个行业资源综合发展于一体的钢铁企业。
公司经营范围:
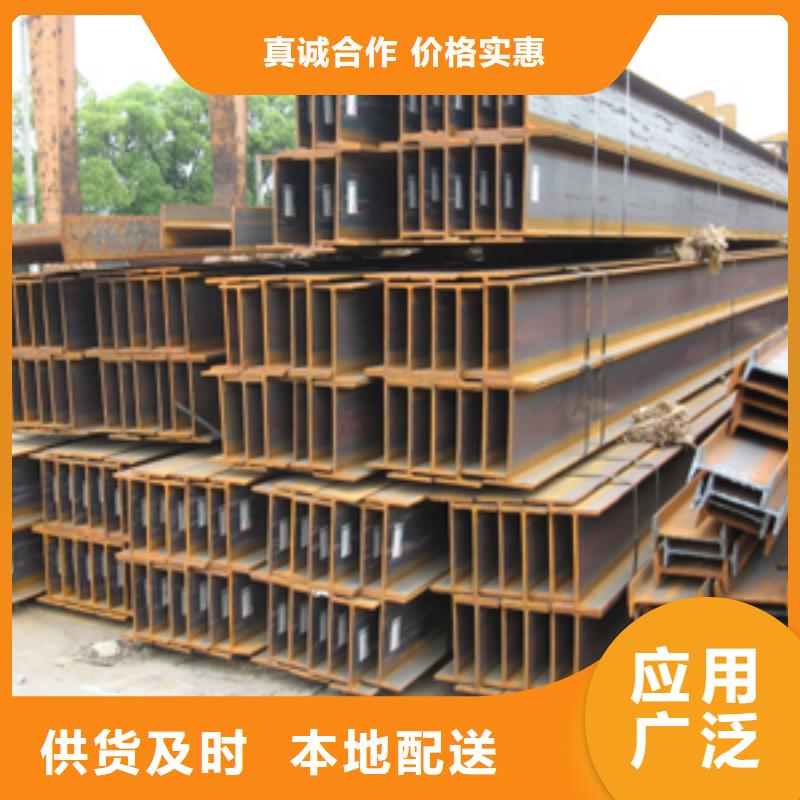
1、 高频焊接H型钢、埋弧焊接H型钢、高频焊接H型钢、埋弧焊接T型钢等焊接型钢的销售订货以及相关深加工生产厂家。
2、 热轧H型钢(6-12米)和部分型号规格的热轧T型钢等热轧型钢的销售订货深加工制作等,
3、 钢结构构件的制作。可按图纸具体要求进行加工生产,并能按时完成抛丸除锈,打孔,加筋板(连接板)、喷漆等工艺的相关深加工。
4、 冷热轧卷板、中厚板、工角槽的销售订单等服务,可安要求送货上门。



规格
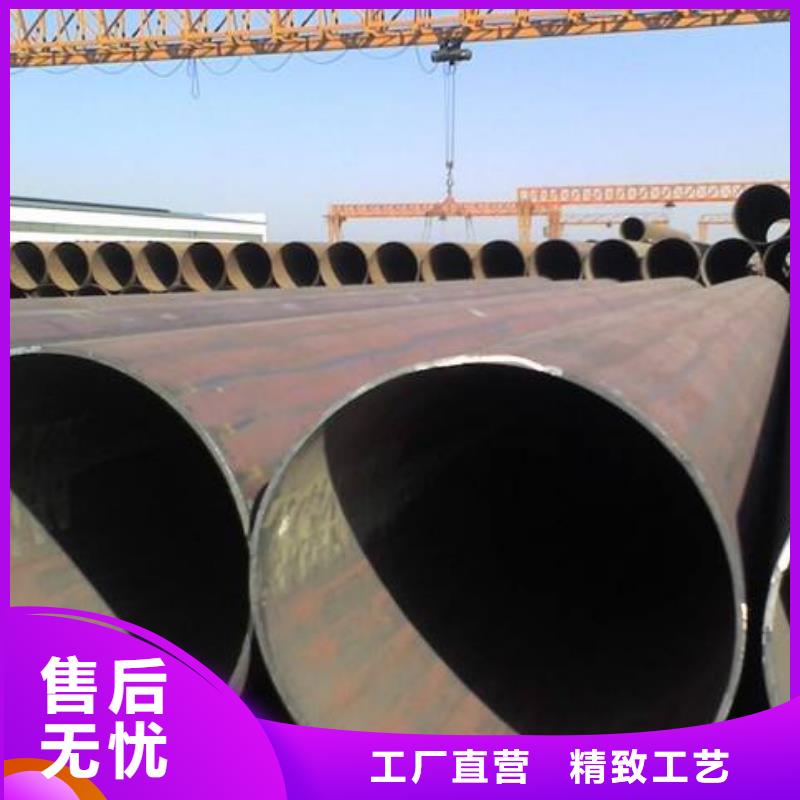
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



另外,还有GB/T17396-1998(液压支柱用热轧无缝钢管)、GB3093-1986(柴油机用高压无缝钢管)、GB/T3639-1983(冷拔或冷轧精密无缝钢管)、GB/T3094-1986(冷拔无缝钢管异形钢管)、GB/T8713-1988(液压和气动筒用精密内径无缝钢管)、GB13296-1991(锅炉、热交换器用不锈钢无缝钢管)、GB/T14975-1994(结构用不锈钢无缝钢管)、GB/T14976-1994(流体输送用不锈钢无缝钢管)GB/T5035-1993(汽车半轴套管用无缝钢管)、API SPEC5CT-1999(套管和油管规范)等。



2019年1-10月基建投资增速累计同比仅为4.2%,充分诠释了债务约束机制下资金因素对固定资产投资的影响。2018年年底的时候,市场普遍预期2019年房地产指标会有较大的滑坡,而对基建投资增速预测回升至名义GDP增速附近,但2019年前三季度全口径基建投资增速3.4%,不及名义GDP增速的一半。尤其是在前10月地方专项债累计发行2.14万亿元,发改委加快基建项目审批后,虽然同比的基数不断下降,但基建投资增速仍低于市场期待值。
