



别再等待了,仅仅一分钟,就能通过我们的【无缝钢管好产品有口碑】产品视频探索到无数令人心动的细节和亮点。
以下是:【无缝钢管好产品有口碑】的图文介绍



无缝钢管焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。 焊管发展方向问题的再认识但从前面叙述的焊管取代无缝管的论述来讲,也只能够是直缝焊管挑大梁而不是螺旋焊管,这就是西方为什么要大力发展直缝焊管的原因所在,也是咱们公司之所以选择直缝焊管的原因所在。“西气东输”工程的实践已经从一个侧面说明螺旋焊管可以用于输送天然气(一类地区);但螺旋焊管的生产工艺要适应成批、稳定地生产大口径(l000 mm以上)、高钢级(X70级以上)、厚厚(14mm以上)是颇为艰难的。例如,西气东输钢管技术标准要求错边量小于1.2 mm,由此,要求带钢的月牙弯必须小于3.8 mm/5 m,但标准和国内标准GS/714164 - 93规定带钢的月牙弯为25mm/m,很难满足这个要求。这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。制管全过程是一个系统工程,不仅仅限于学术研究上讨论管体力学分析,不能避开管型制作工艺流程、应力方法、无损检测方式以及防腐效果诸多问题。力学分析只是其中一个重要方面,但不是全部,因此,螺旋焊管工艺及设备方面要适应我国天然气工业的发展,技术改造应当作为重点,例如预精焊、扩径等,同时,由于国内竞争已大大饱和,不宜再建新的生产线。关于焊管“无缝化”工艺的解读西方工业发达的产钢大国焊管取代无缝管的 个阶段之所以是70年代,同焊管“无缝化”技术的成熟有关系。焊管能在质量上优于无缝管,主要是70年代冶金技术的发展使热轧板卷可以作为焊管的质优、价廉、充足的原料,电子计算机技术的发展使焊管工艺可以全线连续自动,在线热处理技术的发展使焊管在焊接后中频退火处理、自动无损检测技术的发展可以对焊缝和母材进行质量检查,保证,从而使客户放心使用而无后顾之优。



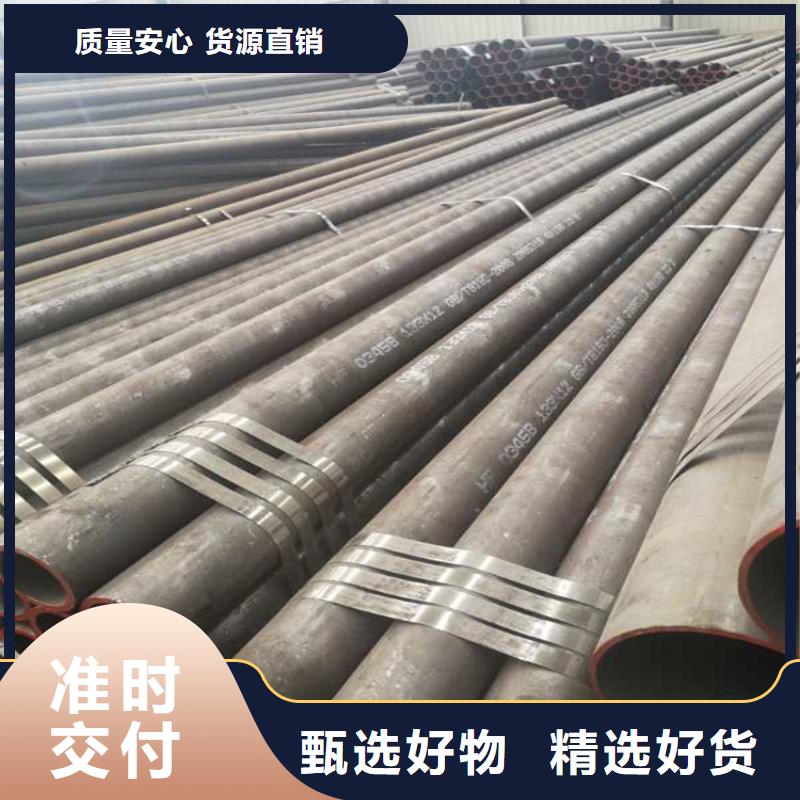
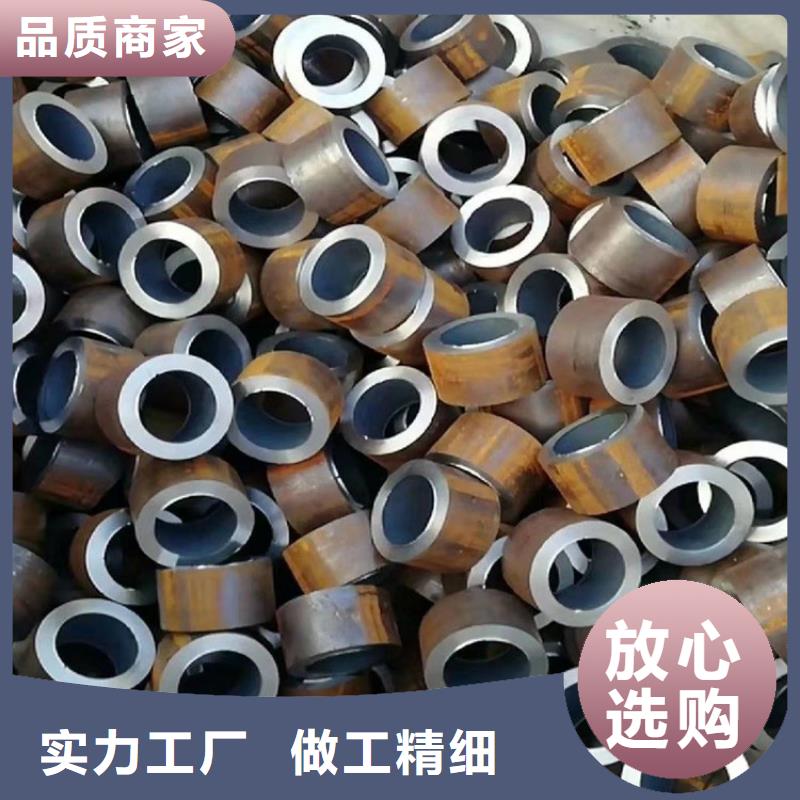
厚壁无缝钢管容易刮伤,原因是材厂家设备简陋,易产生毛刺,刮伤厚壁无缝钢管表面。深度刮伤降低厚壁无缝钢管的强度。厚壁无缝钢管无金属光泽,呈淡红色或类似生铁的颜色,原因有两点二、它的坯料是土坯。材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,厚壁无缝钢管的性能自然就无法达标。厚壁无缝钢管的横筋细而低,经常出现充不满的现象,原因是厂家为达到大的负公差,成品前几道的压下量偏大,铁型偏小,孔型充不满。厚壁无缝钢管的横截面呈椭圆形,原因是厂家为了节约材料,成品辊前二道的压下量偏大,这种螺纹钢的强度大大地下降,而且也不符合螺纹钢外形尺寸的标准。优质厚壁无缝钢管的成分均匀,冷剪机的吨位高,切头端面平滑而整齐,而材由于材质差,切头端面常常会有掉肉的现象,即凹凸不平,并且无金属光泽。而且由于材厂家产品切头少,头尾会出现大耳子。


广顺物资 (滨州市分公司)坐落于经济技术开发区东昌东路路星美大厦1栋1308室。生产的主要产品有: Cr9Mo合金钢管等。 诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。竭诚欢迎广大客户前来参观指导、协商洽谈!




地质钻探及石油钻探用无缝钢管:为探明地下岩层结构、地下水、石油、天然气及矿产资源情况,利用钻机打井。石油、天然气开采更离不开打井,地质钻探用石油钻探用无缝钢管是钻井的主要器材,主要包括岩芯外管、岩芯内管、套管、钻杆等。无缝钢管由于钻探用管要深入到几千米地层深度工作,工作条件极为复杂,钻杆承受拉、压、弯曲、扭转和不均衡冲击载荷等应力作用,还要受到泥浆、岩石磨损,因此,要求管材必须具有足够的强度、硬度、耐磨性和冲击韧性,钢管用钢用“DZ”(地质的汉语拼音字头)加数字一代表钢屈服点表示,常用的钢号有DZ45的45MnB、50Mn;DZ50的40Mn2、40Mn2Si;DZ55的40Mn2Mo、40MnVB;DZ60的40MnMoB、DZ65的27MnMoVB。钢管都以热处理状态交货。