
无论您是初次接触还是已经熟悉,我们的【冷拔圆钢】扁钢准时交付产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:【冷拔圆钢】扁钢准时交付的图文介绍


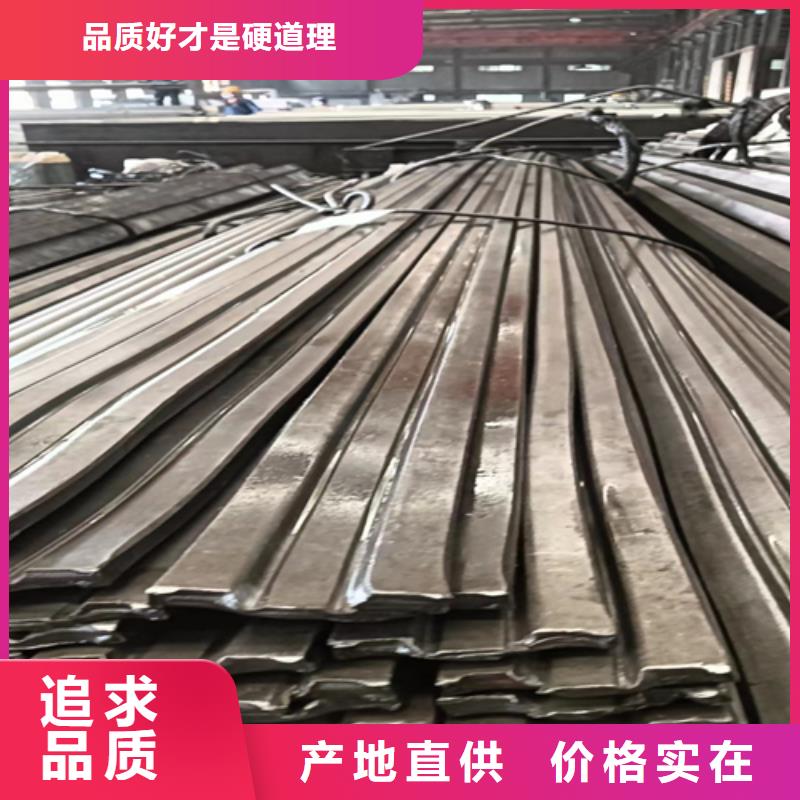
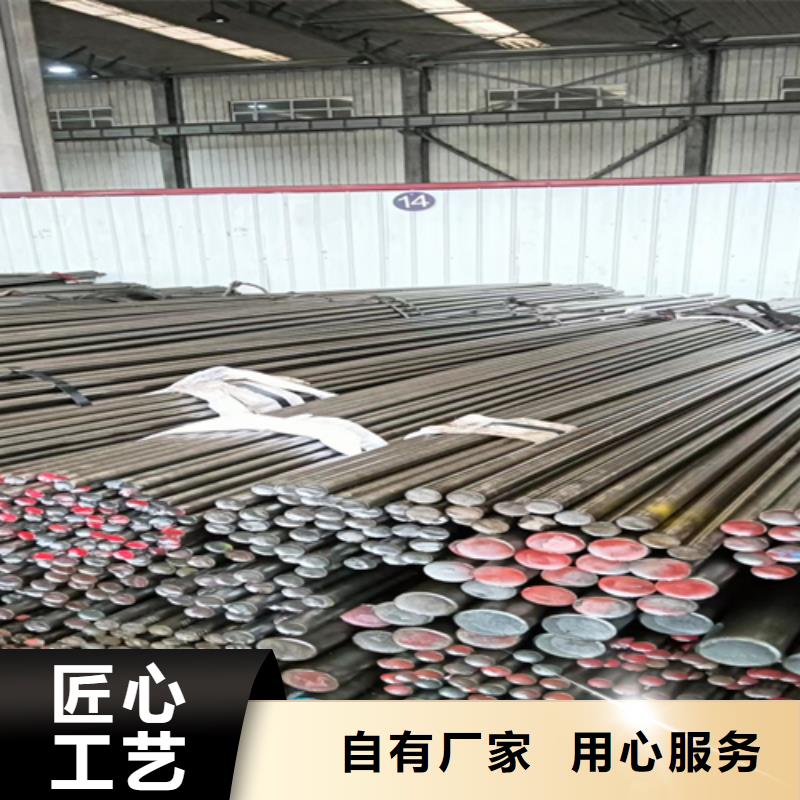
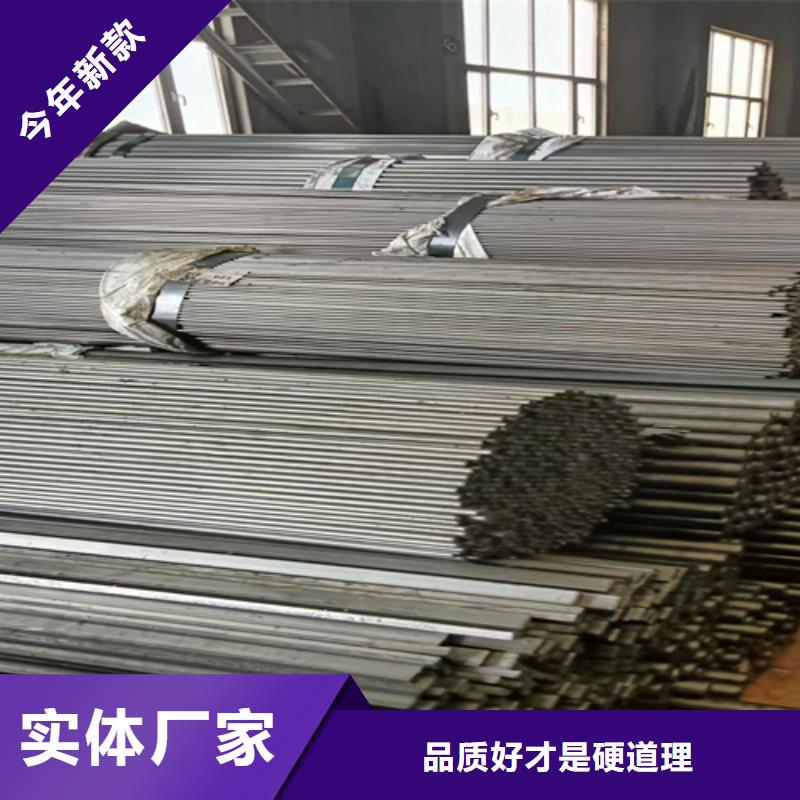
随着现代工业科技的发展,人们会根据客户的需要对冷拉方刚进行相应的加工处理。常见的处理方法主要有扎制,拉拔,锻造,挤压。轧制:钢空白由一对旋转辊的间隙,由于压辊部分的材料减少,长度增加的压力加工方法,它是常用的生产的钢铁生产,主要生产型材,板材,管材。对冷轧、热轧。拉拔:一个金属毛坯,通过模孔滚画截面减少,增加长度的处理方法通常用于冷加工。锻造:使用往复式锤冲击力或压力的资讯改变空白成所需形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,用于生产大型型材,开放的钢坯断面尺寸较大的材料。挤压:挤压钢铁材料在一个封闭的管,一端压钢从预定的孔在挤压模获得一定形状和尺寸的完成方法加工有色金属材料用于生产钢。冷拔圆钢,冷拔方钢,冷拔扁钢,冷拔六角钢,冷拔异型钢等。



冷拔圆钢是利用冷挤压技术,通过的模具,拉出各类高精度、表面光滑的六角钢。产品广泛应用于机械制造、轻工、五金、标准件、自行车、汽车、摩托车、纺织机械、变压器及其他机械行业。冷拉方钢形状规格多样性。通过设计不同形状的模具,冷拉出不同截面形状、不同大小规格公差。角度可设制成直角或圆角。 高度。 使用高质量的硬质合金模具以及拥有专业技术人员,公差准确、统一。 表面光滑。 先进的冷拉工艺使冷拉钢产品表面光滑明亮。 材料大量节省。 冷拉钢是将原材料冷挤压变形达到需的形状、所需要的规格及公差,原材的耗损极少,相对利用传统车床机加工切削所损耗的材料,冷拉钢所节省的材料是非常可观的,特别当材料用量大,材料成本的节约更为显著。 加工时间及加工机械节省 由于精度准确,表面状况良好,冷拉钢产品可直接使用,如喷涂、打砂,折弯,钻孔也可按实际要求精拉之后直接电镀,免去了大量加工。冷拉钢产品典型用途:机械设备;电器产品部件;家具;工具;小五金零配件;装饰及家居用品;汽车、摩托车零配件等。冷拔圆钢是山东鑫泽金属制品主要产品.拥有多年生产冷拉型钢,冷拉扁钢,冷拉方钢的丰富经验,信誉和业绩赢得众多企业的信任,欢迎选购冷拉型钢,冷拉扁钢,冷拉方钢,等产品及咨询冷拉方钢,冷拉扁钢价格和服务


鑫泽金属制品(平顶山市分公司)拥有先进的 扁钢生产设备以及完善的生产工艺,高学术技术团队和研发团队,确保了 扁钢产品的质量与性能。良好的企业文化以及务实的创新精神,使企业的技术不断的提高,与国际同类产品有广泛的互换性,以便于国内外的 扁钢产品相互替换应用。




有关冷拉冷拔圆钢的超性能,以前人们就干了许多 的详细介绍,但是人们要恰当的进行该冷拉圆钢的安裝工作中,进而使其特性获得反复的展现,那麼人们应当怎样搞好冷拉圆钢的安裝工作中呢?带著这一难题,我们一起一起来看一下下边的信息吧!1、了解工程图纸,细心审查冷拉圆钢平面布置图,连接点规定,冷拉圆钢与工程建筑的关系,冷拉圆钢自身的颜色、填充料、基础规格规定。2、在加工厂预制构件时,依据工作经验,门扇、门洞和缝间考虑到到空隙和安裝容量,并在全部运送制做,安裝全过程中,避免刮伤、压力及表层碰撞,以避免出现没法效正的凹痕和刮痕。3、密封性硅橡胶应在板安裝基础准备就绪,卫生状况不错,历经完全清理除灰后,统一开展。不然硅橡胶缝易环境污染、变黑,硅橡胶做好后24钟头内,不需有很多尘土工作及自来水清洗路面等将会危害密封性硅橡胶的干固及色牢度。4、冷拉圆钢包柱、包厢、装阳阴R角:在清洁区域内的柱头用б=50冷拉圆钢另包起來有益于节省原材料和统一阳阴R角均为50。先往窗门洞边装进不锈钢板的门窗子固定不动牢固,装门留意打开方位,装玻璃窗,自动闭门器应调整好打开速率和能量,一般在闭店时前半程速度更快,后半程扭矩小、速度比较慢,以减少闭店碰撞和噪声。搞好冷拉圆钢的安裝工作中关键就是说这种,人们一定要依据表明开展恰当实际操作,进而使其特性充足的显现出来,进而得到更强的经济效益。


在加工过程中合操纵冷拉冷拔圆钢缘故皱褶冷拉圆钢在加工过程中很有可能会造成发皱板损毁,不但了产品成本,另外也导致了原材料的消耗,必须具体分析,并可控。殊不知,工作在加工过程中发皱冷拉圆钢是:1,BHF不够,不适当的夹紧空隙应对內部的外紧松难题。2.汽车机油过多或过度经常刷牙漱口頻率,或刷牙漱口不善部位。如图所示3所显示,检测胚料冲过软的,低抗压强度的原材料,坯件规格很小,原材料HID。如图16所显示,粗略地精准定位不是平稳的,造成部分原材料藏,不善牙齿咬合面样子,造成徒步入料不匀称。5,不适度的冲压模具方位。是操纵冷拉圆钢皱褶对策以下:1,冷拉圆钢起绉主视图情况下,即便周边的板中造成皱褶,判断比夹紧力要少,在辊隙力的慢慢,能够。当拉申圆锥体和半球型预制构件理应,以在上述边梁的内直徑,以拉深筋拉申地应力。选用在紧后松的标准,以在紧外松,难题。2,用以润滑脂,油刷工作中应在依照标准系统要求开展,以保证油炭刷和炭刷的恰当部位的油,防止导致皱褶。3,零件毛胚过软,而不容易危害车子的规定,保质保量的构件和防止发皱冷拉圆钢。4,精准定位,再加预弯折流程,如必须,以保证不产生压构件时辐板蛇行难题。更改原材料的表层工作压力的样子,以保证零件的品质,防止了辊隙的表层样子不挪动,造成徒步入料不匀称。



