以下是:【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】的产品参数
| 产品参数 |
|---|
| 产品价格 | 180000/台 |
|---|
| 发货期限 | 3 |
|---|
| 供货总量 | 10 |
|---|
| 运费说明 | 汽运 |
|---|
以下是:【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】的图文视频
【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】,建贸数控钢筋笼滚焊机厂家(吉林省分公司)为您提供【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】的资讯,联系人:赵通,电话:【13080162012】、【13080162012】,发货地:石像镇老官赵村3组。 吉林省 2022年,吉林省地区生产总值13070.24亿元,按可比价格计算,比上年下降1.9%。其中,产业增加值1689.10亿元,第二产业增加值4628.30亿元,第三产业增加值6752.84亿元。
精心打磨的产品视频已准备就绪,它将带您深入【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】的魅力世界,让您重新发现产品的无限可能。
以下是:【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】的图文介绍


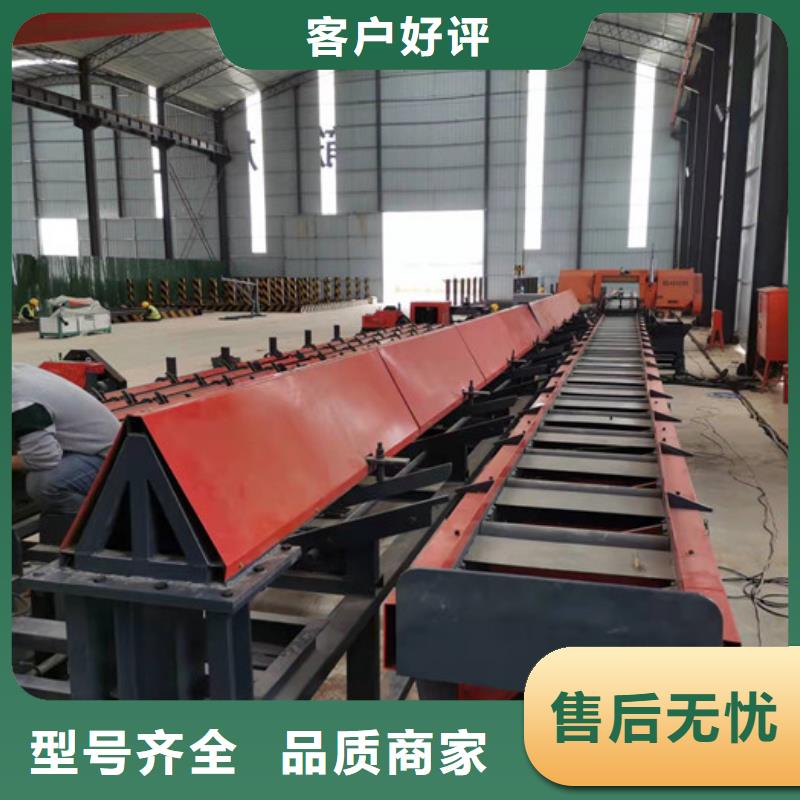
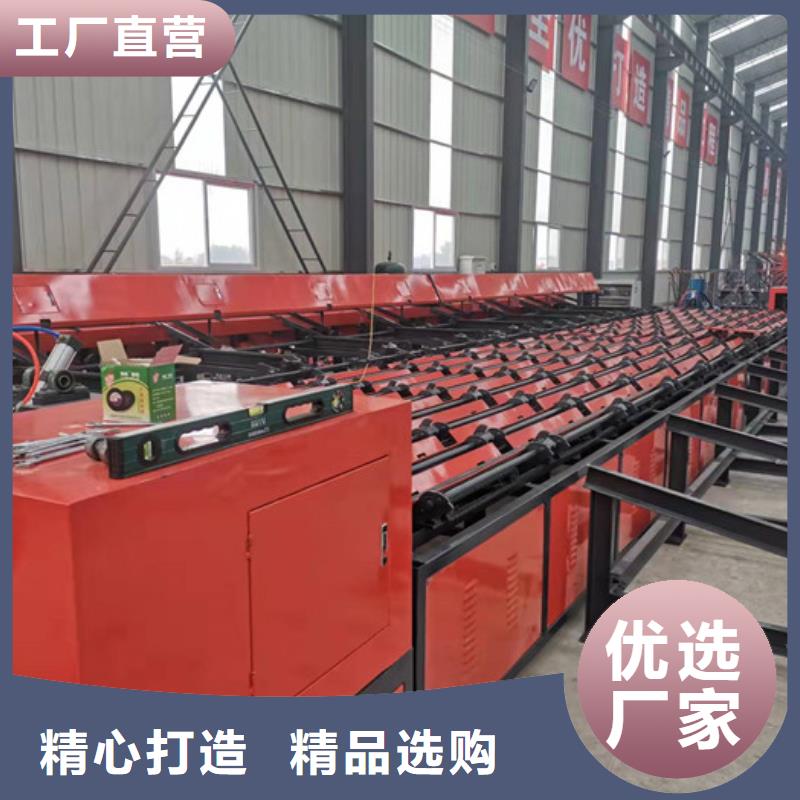
钢筋锯切套丝生产线操作工人应按上表的要求检查丝头加工质量,每加工10个丝头用通、止规检查一次。经自检合格的丝头再由质检员随机抽样检验,一个工作班生产的丝头为一个验收批,随机抽样不少于10%且不少于10个。当合格率小于95%时,应加倍抽检,复检合格率仍小于95%时,应全部逐个检验,不合格的重新加工。?⑸检查合格的丝头应立即将其一端拧上塑料保护帽,另一端拧上连接套,并按规格分类堆放整齐待用。?4.?钢筋连接?⑴连接套筒规格与钢筋规格必须一致,丝扣应干净、完好无损。?⑵连接之前应检查钢筋螺纹及连接套螺纹是否完好无损,钢筋丝头上如发现杂物或锈蚀,可用钢丝刷。?⑶所用工具为扭力扳手或管钳,两钢筋丝头在套筒中间位置相互顶紧。拧紧力矩见下表,扭力扳手的精度为±5%



建贸数控钢筋笼滚焊机厂家(吉林省分公司)长期以来培养 小导管尖头机技术人才,积累了从 小导管尖头机产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 小导管尖头机产品。
质量方针:以客户为中心、以 小导管尖头机质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。



钢筋锯切套丝生产线 施工工艺?1.工艺流程?钢筋下料→钢筋套丝→接头单体试件试验→钢筋连接→质量检查?2.钢筋下料:钢筋下料时,端头应预留出30mm用无齿锯进行切割,切口端面要与钢筋轴线垂直,端面要平整,不得有马蹄形或扭曲,钢筋端部不得有弯曲,出现弯曲时应进行调直。需要注意的是:接头处钢筋端部不得用钢筋切断机进行切断,更不得用气割进行下料,必须采用无齿锯进行切割。?3.?钢筋套丝?⑴套丝机必须用水溶性切削冷却润滑液,当气温低于零度时,应掺入15%~20%的亚硝酸钠,不得用机油润滑。?⑵钢筋丝头的牙形、螺距必须与连接套的牙形、螺距相吻合,有效丝扣内的秃牙部分累计长度不大于一扣周长的1/2。


钢筋锯切套丝生产线 经拧紧后的接头应做好标记,单边外露丝扣长不应超过2P(P为螺距)。?⑸连接水平钢筋时,必须从一头往另一头依次连接,不得从两头往中间或中间往两端连接。?⑹结构构件中纵向受力钢筋的接头宜相互错开35d且不小于500mm,同一连接区段内钢筋接头面积百分率不大于50%。?5.?检查钢筋连接质量?⑴在钢筋正式连接施工前,应对每批接头进行工艺检验并应符合下列要求:?①每种规格钢筋的接头不应少于3根;?②接头试件的钢筋母材应进行抗拉强度试验并合格;?③3根接头的抗拉强度均不小于该级别钢筋抗拉强度的标准值,同时也不应小于0.9倍钢筋母材的实际抗拉强度。?⑵现场检验应进行拧紧力矩检验和单向拉伸强度试验。?①拧紧力矩抽检数量:梁、柱类构件按接头数量的15%且每个构件的接头抽检数量不得少于一个接头,基础、墙、板构件每100个接头作为一个验收批,不足100个也按一个验收批,每批抽检3个接头,并应全部合格;如有一个接头不合格,则该验收批应逐个检查



【钢筋锯切套丝生产线数控钢筋锯切套丝生产批发货源】_建贸数控钢筋笼滚焊机厂家(吉林省分公司),固定电话:【13080162012】,移动电话:【13080162012】,联系人:赵通,石像镇老官赵村3组 发货到 吉林省 长春市、吉林市、四平市、辽源市、通化市、延边市。