

想要深入了解梅花管生产基地支持货到付清产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:梅花管生产基地支持货到付清的图文介绍

恒塑管道有限责任公司(防城港分公司)位于[地址。经营范围包括 hdpe波纹管厂。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。



800双壁波纹管价格是多少。其实这个问题比较笼统HDPE双壁波纹管价格和产品的规格型 质量有很大的关系,有时候地区部一样价格也不一样。不同的质量和等级口径的价格也不同。以下是小编整理的行业参考价:温馨提示:因产品数量规格较多,部分产品价格未登记在列,请联系我们的咨询价格。
将会为您提供一对一服务HDPE双壁波纹管产品价格表规格(内径)单价(元/米)单价(元/米)密封圈(实价)(DN/IN)S1SN≥4KN/㎡S2SN≥8KN/㎡元DN20019.022.84.00DN3000DN40059.484.619.00DN50092.6133.030.00DN.8166.345.00注:全国整车发货,到工地。
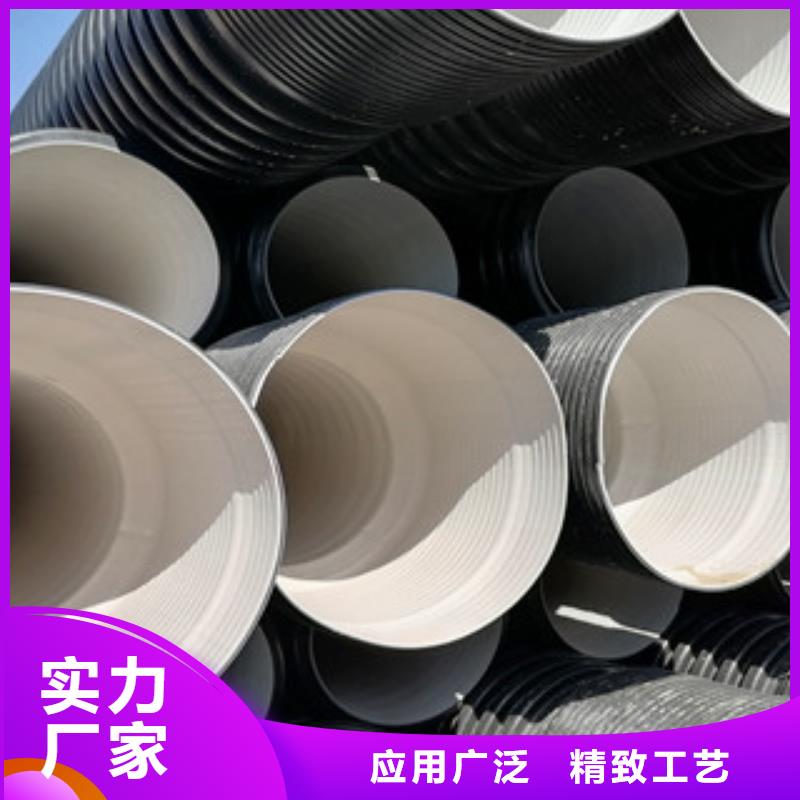
临沂hdpe双壁波纹管哪里有,行业内的人都知道,临沂地区很多生产hdpe双壁波纹管的企业,今天小编给大家讲一下哪里有卖hdpe双壁波纹管的。HDPE双壁波纹管,简称PE波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。
在生产工艺和使用上已经十分成熟。由于其优异的性能和相对经济的造价,在等发达 已经得到了极大的推广和应用。双壁波纹管的优点,结构合理外型美观,耐温性能-40℃-60℃,阻力小,流量大,阻燃力强,使用寿命长,卫生性能可靠,综合造价低·耐酸碱抗腐蚀,强度高,抗震性能强,节能降耗,安装运输方便。
将会为您提供一对一服务HDPE双壁波纹管产品价格表规格(内径)单价(元/米)单价(元/米)密封圈(实价)(DN/IN)S1SN≥4KN/㎡S2SN≥8KN/㎡元DN20019.022.84.00DN3000DN40059.484.619.00DN50092.6133.030.00DN.8166.345.00注:全国整车发货,到工地。
临沂hdpe双壁波纹管哪里有,行业内的人都知道,临沂地区很多生产hdpe双壁波纹管的企业,今天小编给大家讲一下哪里有卖hdpe双壁波纹管的。HDPE双壁波纹管,简称PE波纹管,80年代初在德国首先研制成功。经过十多年的发展和完善,已经由单一的品种发展到完整的产品系列。
在生产工艺和使用上已经十分成熟。由于其优异的性能和相对经济的造价,在等发达 已经得到了极大的推广和应用。双壁波纹管的优点,结构合理外型美观,耐温性能-40℃-60℃,阻力小,流量大,阻燃力强,使用寿命长,卫生性能可靠,综合造价低·耐酸碱抗腐蚀,强度高,抗震性能强,节能降耗,安装运输方便。



6电熔鞍形连接电熔鞍形管件有三种,即电熔直通鞍形、电熔旁通鞍形、电熔封堵鞍形。a、电熔直通鞍形它是需要用专用切削工具连接后在的主管材上钻孔的一种管件,中分支,可替代三通。b、电熔旁通鞍形它是附带具有一个可切透聚乙烯管壁的组合切削工具的管件,在安装以后切削工具仍留在鞍形管件内,常分支施工的专用管件。
1、电熔鞍形连接方法电熔鞍形管件的连接过程,其电熔部分连接过程基本与电熔管件的连接过程同,其不同之处简述如下:a、表面处理与安装固定首先对需连接主管道进行表面处理清洗,刮除氧化皮并用螺栓安装固定,确保与连接面紧密吻合。
解决了聚乙烯管道不停气,施工的难题。c、电熔封堵鞍形它用于修补聚乙烯管道上伤痕及细小漏气点的专用管件。b、安装专用夹具紧固、并施加压力。用鞍形连接的专用夹具安装固定在连接好鞍形管件上,并在连接面上施加衡定的压力方能焊接施工。
2、直通鞍形钻孔成型电熔直通鞍形管件,焊接后冷却至常温,少二小时以后,方能用专用工具钻孔。为确保焊接质量不能先钻孔后连接。3、电熔旁通鞍形钻孔成型a、钻孔前必须先按图纸要求,连接好支管到所需的位置或阀门处。
1、电熔鞍形连接方法电熔鞍形管件的连接过程,其电熔部分连接过程基本与电熔管件的连接过程同,其不同之处简述如下:a、表面处理与安装固定首先对需连接主管道进行表面处理清洗,刮除氧化皮并用螺栓安装固定,确保与连接面紧密吻合。
解决了聚乙烯管道不停气,施工的难题。c、电熔封堵鞍形它用于修补聚乙烯管道上伤痕及细小漏气点的专用管件。b、安装专用夹具紧固、并施加压力。用鞍形连接的专用夹具安装固定在连接好鞍形管件上,并在连接面上施加衡定的压力方能焊接施工。
2、直通鞍形钻孔成型电熔直通鞍形管件,焊接后冷却至常温,少二小时以后,方能用专用工具钻孔。为确保焊接质量不能先钻孔后连接。3、电熔旁通鞍形钻孔成型a、钻孔前必须先按图纸要求,连接好支管到所需的位置或阀门处。
