
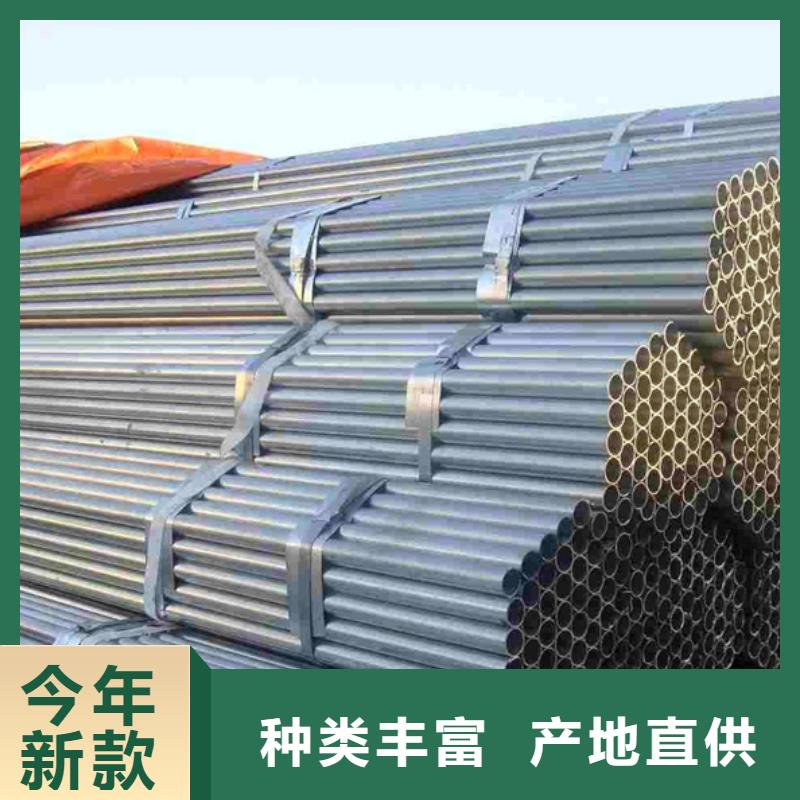




以下是镀锌管-09CrCuSb钢板用好材做好产品的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:镀锌管-09CrCuSb钢板用好材做好产品的图文介绍

苏沪金属制品有限公司(眉山分公司)专注(四川眉山) 本地 09CuPCrNi-A槽钢行业多余年,公司自成立以来以实力占领市场、以诚信争取客户、以口碑树立信誉,从而使公司不断成长壮大社会知名度不断提高,在同行业中占有重要地位。
经营理念
我们公司一直以来都秉承“诚信为本用心服务”的合作经营理念,与客户一起携手并进,坚持不懈的努力、树立开放思维,设立合作共赢战略,整合公司所有的可利用资源为合作伙伴提供更多的支持和帮助,与合作伙伴共同分享市场成功营销经验及市场策略,让客户获得更多、更大的市场资源,从而实现合作共赢!
在未来,我们将继续努力,以不断创新为核心,加强人员队伍的建设,结合各资源,把公司的品牌推向!



华尔钢热镀锌管物理变形规范,由于工程项目的需要,镀锌无缝管对电焊的焊接质量要求很高。先从外焊入手,可以保证镀锌无缝管电焊的熔透性和镀锌无缝管焊接的美观和水平。以及镀锌无缝管焊接的直线直线度。镀锌无缝管两侧自动埋弧焊机在镀锌无缝管领域称为内焊。镀锌无缝管的内焊是镀锌无缝管电焊的重中之重。原因在于它不仅电焊难度高,而且对焊接的要求也很高。镀锌无缝管焊接的探伤水平可以看这里。镀锌无缝管工作时,电流大,穿透深,不方便人眼观察。经验丰富的内部组长可以从镀锌无缝管工业电视上调整焊接电焊轨,在内焊时从外焊点的网络热点调整内焊速度。 热镀锌管焊接前,主要是对镀锌无缝管进行加热,控温30分钟后开始焊接。 焊接加热、固层温度和热处理过程由热处理过程温控柜自动控制,采用远红外履带式热处理炉片,全自动设置曲线和描述曲线,热电阻测温。 加热时热阻测量点之间的距离为距焊缝边界15mm-20mm。为了更好地防止镀锌无缝管焊接变形,每根立柱接头由两人对称焊接,焊接方向由中间向两侧焊接。



镀锌无缝管的工作压力指标不是一个固定值,而是要根据镀锌无缝管的实际活动而变化。 以下是镀锌无缝管工作压力指标的定义类别:当工作压力P<7Mpa时,该指标为S=8; 当7<镀锌无缝管工作压力P<17.5时,该指标为S=6; 当工作压力P>17.5时,该指标为S=4。 以上就是一般镀锌无缝管验收负担的主要进展和主要计算方法。 只要镀锌无缝管的验收工作压力继续提高,其特性就会得到充分发挥。 镀锌管在生产过程中,如果生产工艺不合理,机器参数设置不当,就会出现偏差,尤其是大口径友发镀锌管,也就是常说的错边现象。友发镀锌管反面 对于生产后出现反面的友发镀锌管,处理方案如下:将反面位置修平,然后进行补焊。如果经常出现错误的一面,只能更换设备。友发镀锌管出现反面后,分析反面的原因是非常有必要的。以下是错误一侧的常见原因。钢带的弯度是造成钢管错位的重要因素。在螺旋焊管的成型过程中,钢带的弯度会不断地改变成型角度,从而导致焊缝间隙的变化,从而导致开孔、错位甚至重叠。


首先,镀锌管应分批提交验收,配料规则应符合相应产品标准的规定。一般情况下,焊接钢管管径较小时,一般采用直缝焊,大口径钢管多采用螺旋焊。 按钢管端部形状可分为圆形焊接钢管和异形焊接钢管。 异形焊接钢管主要是指方形和矩形镀锌方管。 按材质和用途不同分为矿用流体输送用焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊用电焊钢管。 根据现行 标准中的规格尺寸表,外径和壁厚从小到大排序。其次,在镀锌方管的检验过程中,应进行的检验项目、取样数量、取样部位和试验方法应符合相应产品标准的规定。 经需方同意,热轧无缝直缝钢管可按轧根组分批取样。 在分析检测结果时,如果某项不符合产品标准的要求,应剔除不合格的,从同批次的直缝钢管中抽取双倍的样品进行检验。 重新检验合格的项目。复检不合格的,该批直缝钢管不予发货。 如果复检结果仍不合格,则镀锌方管需一根一根验收,或重新热处理,重新提交一批验收。 产品标准未作特别规定的,应按冶炼成分对镀锌方管的化学成分进行验收。
