



我们的现场实拍视频将带您走进异型管无缝钢管一周内发货产品的世界,产品视频细节之美一览无余!
以下是:异型管无缝钢管一周内发货的图文介绍

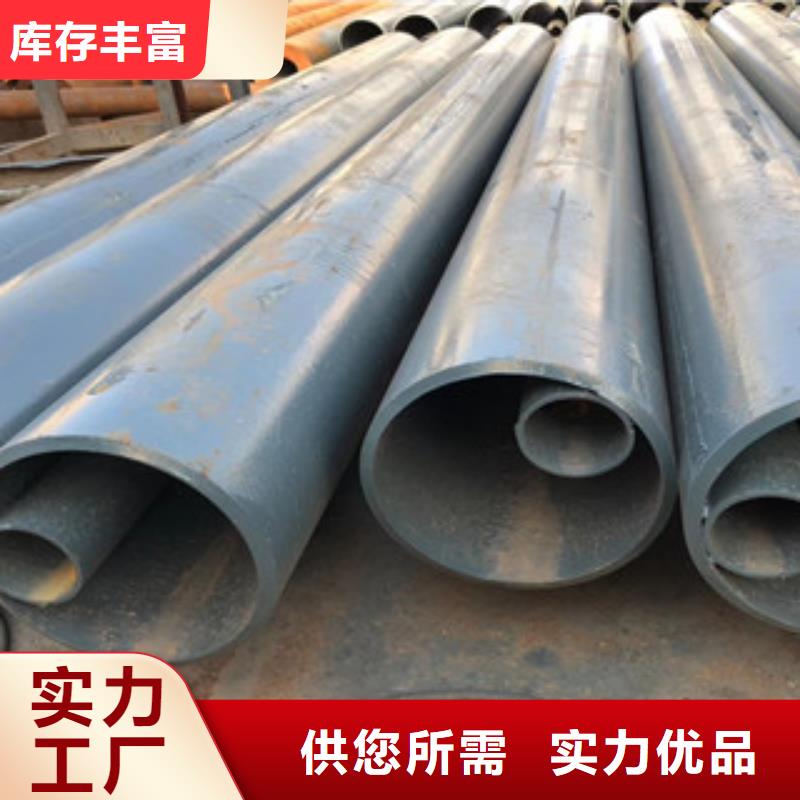
热扩钢管:首先在钢管外观上,热扩是红色,内里边是又铅粉。要进行热扩钢管对钢种质量要求很严格,通常要收缩性能很强钢管,斜轧法或拉拔法扩大管材直一种荒管精轧工序。这样在较短时间内使钢管增粗,来生产非标、特殊 无缝管,这种热扩钢管成本低,生产效率高。
从视点来看,中国钢管产能过剩发作深层次因是连续了以往粗豪式开展方法,还停留在向规划要效益简略思想之中。因而,钢企要调整工业结构,才干完成真实去产能化。不只需求加大筛选落后产能力度,一起还要加大对钢管技能研制和工业晋级力度,进步中国钢管工业全体技能实力。
无缝钢管可以算上是一种非常具有市场前景管道材料,一方面是因为这种管道材料利率比较高,另一方面是因为其他方面优势,无论是在运输还是焊接方面,这种管道材料操作都是比较简单方便,从更为长远方向来进行考虑,无缝钢管市场占有率还会不。
从视点来看,中国钢管产能过剩发作深层次因是连续了以往粗豪式开展方法,还停留在向规划要效益简略思想之中。因而,钢企要调整工业结构,才干完成真实去产能化。不只需求加大筛选落后产能力度,一起还要加大对钢管技能研制和工业晋级力度,进步中国钢管工业全体技能实力。
无缝钢管可以算上是一种非常具有市场前景管道材料,一方面是因为这种管道材料利率比较高,另一方面是因为其他方面优势,无论是在运输还是焊接方面,这种管道材料操作都是比较简单方便,从更为长远方向来进行考虑,无缝钢管市场占有率还会不。


通过测定热塑性曲线,选择 的加热温度。管坯加热还要注意有足够的保温时间,以降低变形抗力和提高45#结构钢管塑韧性。轧辊转速是穿孔工艺的关键参数,轧辊转速由低向高变化过程中,存在一个开始出现分层的临界轧辊转速。轧辊转速较低时,管坯容易形成孔腔;轧辊转速较高时,管坯和45#结构钢管容易形成分层缺陷。为了管坯和45#结构钢管分层缺陷,应把轧辊转速降低到开始出现分层的临界轧辊转速以下。
我们日常使用无缝钢管的过程中时常会遇到无缝钢管空拔时变形的现象。空拔后无缝钢管外表面的表面积增加了,内表面的表面积是减小了,而在内外表面层之间必会存在一个中性层,在外表面与中性层之间的各层变形后都增加了表面积,而以外表面层增加得 ,在中性层与内表面之间各层变形后表面积都减小了,而以内表面减小 。由于外表面至中性层之间(称外层)的金属其自然延伸比中性层至内层之间(称内层)的金属小,所以变形时外层必然受到内层的牵制作用,其实际延伸比自然延伸大,同时由于增加了延伸其厚度就减小了。相反,内层的延伸受到外层的阻碍,其实际延伸比自然延伸小,而厚度增加了。
空拔时无缝钢管各层表面积的变化性质,影响了金属变形的不均匀性。其特点之一是沿管壁各层的自然延伸是不一致的,自然延伸以无缝钢管的外表面层为小,以无缝钢管的内表面层为 ,中间各层的自然延伸从外表面层至内表面层逐渐增加。其特点之二是,由于整体性的关系,变形时无缝钢管各层不能有不同的延伸,因此,各层之间必然相互牵制。
我们日常使用无缝钢管的过程中时常会遇到无缝钢管空拔时变形的现象。空拔后无缝钢管外表面的表面积增加了,内表面的表面积是减小了,而在内外表面层之间必会存在一个中性层,在外表面与中性层之间的各层变形后都增加了表面积,而以外表面层增加得 ,在中性层与内表面之间各层变形后表面积都减小了,而以内表面减小 。由于外表面至中性层之间(称外层)的金属其自然延伸比中性层至内层之间(称内层)的金属小,所以变形时外层必然受到内层的牵制作用,其实际延伸比自然延伸大,同时由于增加了延伸其厚度就减小了。相反,内层的延伸受到外层的阻碍,其实际延伸比自然延伸小,而厚度增加了。
空拔时无缝钢管各层表面积的变化性质,影响了金属变形的不均匀性。其特点之一是沿管壁各层的自然延伸是不一致的,自然延伸以无缝钢管的外表面层为小,以无缝钢管的内表面层为 ,中间各层的自然延伸从外表面层至内表面层逐渐增加。其特点之二是,由于整体性的关系,变形时无缝钢管各层不能有不同的延伸,因此,各层之间必然相互牵制。



信利远金属材料(日照市分公司)先后引进了美国、德国、日本、澳大利亚等的先进技术和工艺,建立了先进的 异形钢管生产线和现代化检测厂地,并成立了 异形钢管研究团队。 公司以科学的管理方法,精益求精的制造工艺,勇于创新的制造理念迅速壮大成为中国 异形钢管生产和出口厂地。



为了研究材料高温塑性,进行了一系列热模拟拉伸实验。可以发现900-1 200℃为9Ni钢的高塑性区,其拉伸变形量可达90%以上。对比轧管各个阶段的变形量与变形温度,不难发现穿孔与斜轧两个步骤都在高塑性区,且变形量远小于材料的变形能力。定径步骤 阶段温度虽然低于900℃,但是前面的分析已经表明,管体外表而的缺陷形成在定径之前。因此可以认为,本次轧制中出现的小外折与裂纹不是由于材料本身塑性不佳引起的。
在 100℃经不同时间氧化样品的形貌。可见,虽然为氧化样品表面光滑,但是1h后氧化层与金属界面之间就出现了细小的晶界氧化,见图4(b)。随着氧化时间延长,晶界氧化深度进一步加深,见图4(c).(d)。此时晶界氧化速度大于氧化层相金属内推进速度。当晶界氧化深度达到一定程度以后,随着氧化时间延长,氧化层厚度进一步增加,但是晶界氧化深度不再进一步加大,见图4(e)。可见此时晶界氧化及氧化层相金属内部推进的速度达到了平衡。
在 100℃经不同时间氧化样品的形貌。可见,虽然为氧化样品表面光滑,但是1h后氧化层与金属界面之间就出现了细小的晶界氧化,见图4(b)。随着氧化时间延长,晶界氧化深度进一步加深,见图4(c).(d)。此时晶界氧化速度大于氧化层相金属内推进速度。当晶界氧化深度达到一定程度以后,随着氧化时间延长,氧化层厚度进一步增加,但是晶界氧化深度不再进一步加大,见图4(e)。可见此时晶界氧化及氧化层相金属内部推进的速度达到了平衡。



