



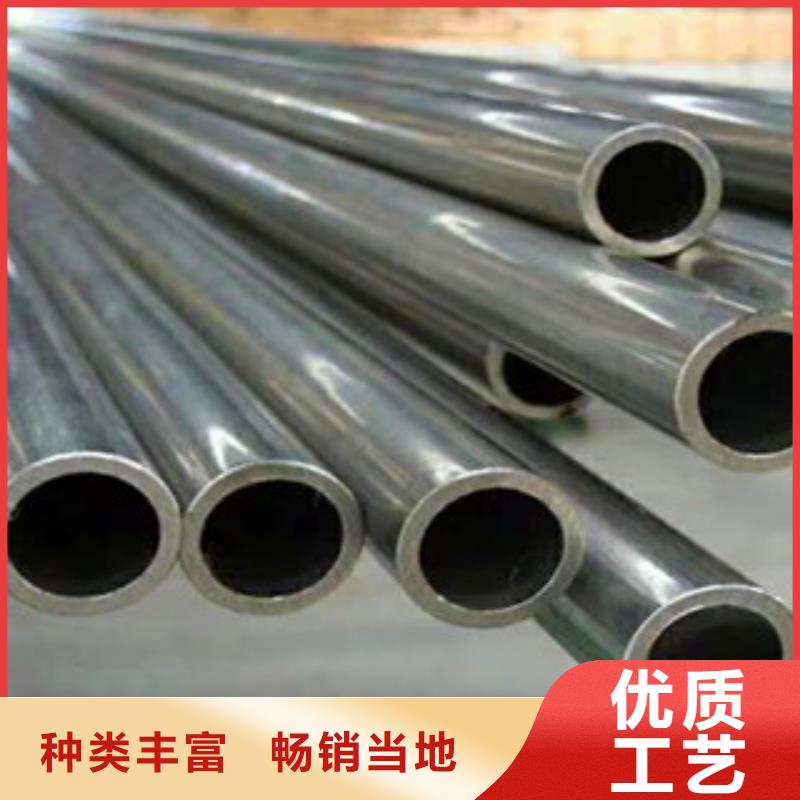


精密钢管管材定径
在纵轧或斜轧定径机上对空心荒管进行的不带芯棒的小变形量的纵轧或斜轧,目的是使荒管获得规定的外径尺寸。纵轧定径机的架数一般为5~12架,多为单独驱动的二辊式连轧机,工作机架与地平面呈45。布置,相邻机架互呈90。布置。增加定径机架数可扩大产品规格,给生产带来了方便。斜轧定径在二辊或三辊式定径机上进行,一般多配置在三轧斜轧管机组(见热轧无缝管机组)中。与纵轧定径相比较,斜轧定径的精密钢管外径精度高,椭圆度小,更换规格品种方便,不需要换辊,只要调整轧辊间距即可;缺点是生产率低。



龙丽金属材料(锦州市分公司) 20CR精密管产品用户覆盖全国,远销东北三省、内蒙、甘肃、云南、贵州、四川、两广等地区,在周边省份市场占有率达到60%以上,受到用户的好评。公司产品在国内 20CR精密管市场占有重要地位。公司贯彻“与时俱进、开拓进取、脚踏实地、勇攀新高”的企业方针,围绕“做精做大做强”的思路,在未来三年时间内,朝着1000w销售目标而奋斗。



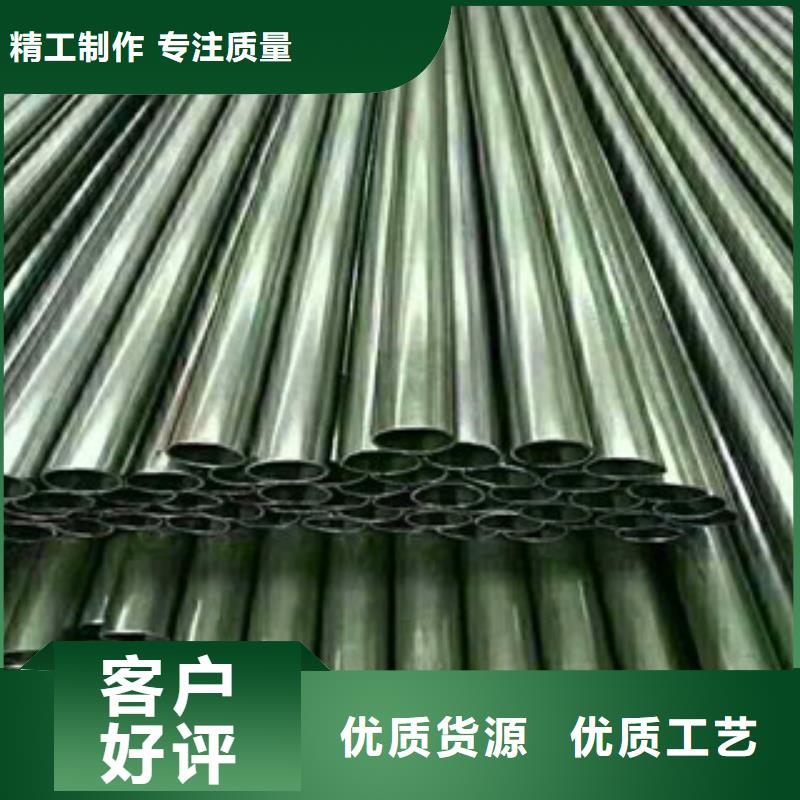
精密冷轧钢管生产工艺:
制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。



