



想要更直观地了解 弯管厂家直销货源充足产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是: 弯管厂家直销货源充足的图文介绍
航萧管件(新河县分公司)是邢台新河地区较早生产经营 H型钢拉弯的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 H型钢拉弯等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 H型钢拉弯产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 H型钢拉弯产品和服务。



我国全自动弯管机设计技术面临的问题 自2009年年底以来,欧洲机床制造商接受的订单一直在不断增长。2010年上半年,其增长速度几乎达到2009年同期的50%以上。近的统计数字显示,国际订单虽然在以两位数的速度增长,但增长已有所放缓。欧洲机床工业传统上是以出口为导向,不过欧洲客户仍然是行业的核心支撑。因为制造业一直是欧洲经济的重要组成部分和经济复苏的主要驱动力。 全自动弯管机的系统具有手动和自动操作方式,自动方式下又可分为步进跟随弯曲和原点贯穿弯曲,便于加工多种多样的弯管。对于具有不同弯曲半径的管件,采用上下模切换来实现弯管加工。对于具有特殊加工要求的弯管,设计了联动、分解及相应的辅助动作,避免机械干涉,实现了弯管过程的自动化。 常用的全自动弯管机使用的模具常常是针对碳钢管,对于合金钢管、不锈钢管的弯曲,由于材质的不同特性,缺乏相应的相关技术,往往无法得到理想的弯管截面变形率及弯管角度。于较大扭矩(功率)的弯管机,由于存在设计的盲区,容易造成静不定、失稳现象及共振问题。同时控制电路的设计也缺乏相应的设计经验。较大扭矩(功率)的高质量的直流电机在国内也很难找到供应商。 电动弯管机主要用于5.08 cm(2英寸)以下管道的弯曲,弯管半径一般小于25.4 cm (10英寸)。对于较大的弯管半径,一般无法找到相对适应的机器与模具。对于弯管半径大于30.48 cm(12英寸)的弯管模具不仅投资较大,而且模具的浇注的过程变形也难以得到控制,同时对于这种模具的设计也需要相当的技术积累。



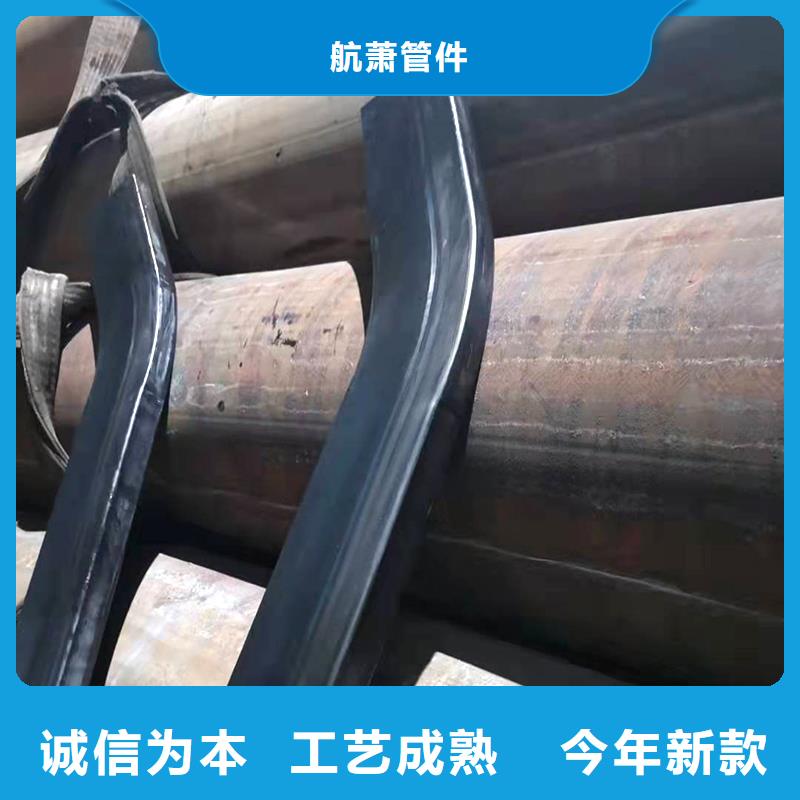
无缝弯管主要用在哪里?无缝弯管的用途比较的广泛。无缝弯管是由普通的碳素钢结构以及低合金结构或者是合金钢结构而加工制作成的,属于大批量生产。但是一般来说根据使用的用途不一样来纷争这几种。无缝弯管的生产方式分为冷轧弯管,冷拔弯管,热轧弯管以及挤压弯管等等。 1,要是想分寸更小和品质更好的无缝弯管,必需采纳热轧,冷拔或者许两者联结的办法。热轧一般正在二辊式压路机上停止,钢弯管正在变断面圆孔槽和没有动的扇形顶头所组成的环形孔型中轧制。,甲模冲压处理主要是为特殊规格减速机的部分的形状,所述压力机可以使用参考表面施胶内径管,钢用模具切割拉伸成形冲压。弯管铬不锈钢冲压和一个扩展的同时,机械强度高,易于制造的部件,能够满足正常的设计和建筑工人的需求。形成径向减小直径管道被放置到大的端部直径管道的直径等于该结晶器管,然后通过按压在管的轴向上,该金属沿着模腔和成形收缩移动。通常焊接弯管焊接在管线施工现场,由于对于各种类型的焊接管的不同的标准,根据管道的水平需要现场焊缝。,江东管道专业弯管实体,冷拔一般正在0.5~100T的单链式或者双链式冷拔机上停止。 2,管道弯管挤压法行将加热好的弯管坯放正在密闭的挤压圆筒内,戳穿棒与挤压杆一同活动,使挤压件从较小的模孔中腾出。本法可消费直径较小的钢弯管。其板材会无效额置于传动轴以及压下辊之间,正在运转时其传动辊的正反位置是交流转动的,那样就会使得板材往返活动,调理其压下辊使之逐渐压下。弯管生产厂家正在加工弯管的进程中一般状况下会运用其卷板机,弯管生产厂家告诉你弯管加工制作时有什么要求吗?设施采纳第三辊卷板机按三点决议一圆的情理,无效的对于板坯停止其陆续的蜿蜒,那样三辊其卷板机正在运用的进程中会存正在两个传动辊和一度压下辊。弯管正在停止拉弯的进程中。


弯管加工中的常见问题,弯头大部分全是中后期生产加工的,因而应需注意其生产技术性,生产加工方式 和规定。以使生产加工能更好的达到管路规定。一些客户发觉难以解决弯头,那麼,实际原因是什么呢?怎样摆脱生产加工艰难的问题,下边笔者就给大伙儿讲解下。一、缘故 1.生产加工强度过过高使数控刀片损坏加速,而且无法铣面。 2.低传热系数会造成刃口塑性形变和迅速的设备损坏。 3.非常容易使一小块粉末状留到激光切割销的边沿,造成弯头的表层生产加工欠佳。 4.数控刀片与被生产原料中间的有机化学关联造成冷作硬化和被生产原材料的低传热性,这不仅仅会致使出现异常损坏,还会继续造成专用工具毁坏和出现异常破裂。 二、解决方案 1.生产过程中不用用劲过大,弯头可以迅速切削。 2.变更管路的低导热率,以避免专用工具损坏过快。 3.挑选准确的专用工具,立即表层碎渣。 在查阅了以上缘故以后,很多客户了解了为什么弯头如此无法生产加工,根据剖析缘故,大家提示我们在使用以前外界污渍,生产加工根据外型的洁净度。 弯头是日常生活中常常采用的商品。可用以石油管道和天燃气运送,在生产和生产过程中应留意一些问题。如果不注意,很有可能会影响到运用实际效果,下边将详细介绍弯头全过程中的常见问题。 1.请勿触摸弯头的绝缘物,以防产生风险,即使已经安装使用了外界开关电源和电线插座,也不允许外行工作人员触碰他们,可是专业技术人员或管理人员可以开启开关电源配件。 2.在生产商发售设备以前,应将电气控制柜联接至关键的绝缘层电源开关。应用设备以前,大家应按照本地工作电压实际操作。 3.开关电源为三相电源。 4.原材料中性化轴的部位与弯折方式 不一样。在顶端弯折(缩小弯折)实际操作中,高转速轴距表面约1/3,在拐弯实际操作中,高转速轴距表面2/3。因而,应用扭曲弯折法弯曲厚壁管是合理的。 5.弯头的变形特性和表层腐蚀性也会危害弯头的品质,在现场作业流程中,实际操作技术人员还应掌握所生产加工管路的原材料和生产特性,并对表层浸蚀作出分辨。 以上是弯管加工生产制造环节中应留意的一些问题。假如没法解决困难,则应找专业人士完成实际操作。在生产过程中应采用防范措施以保证。



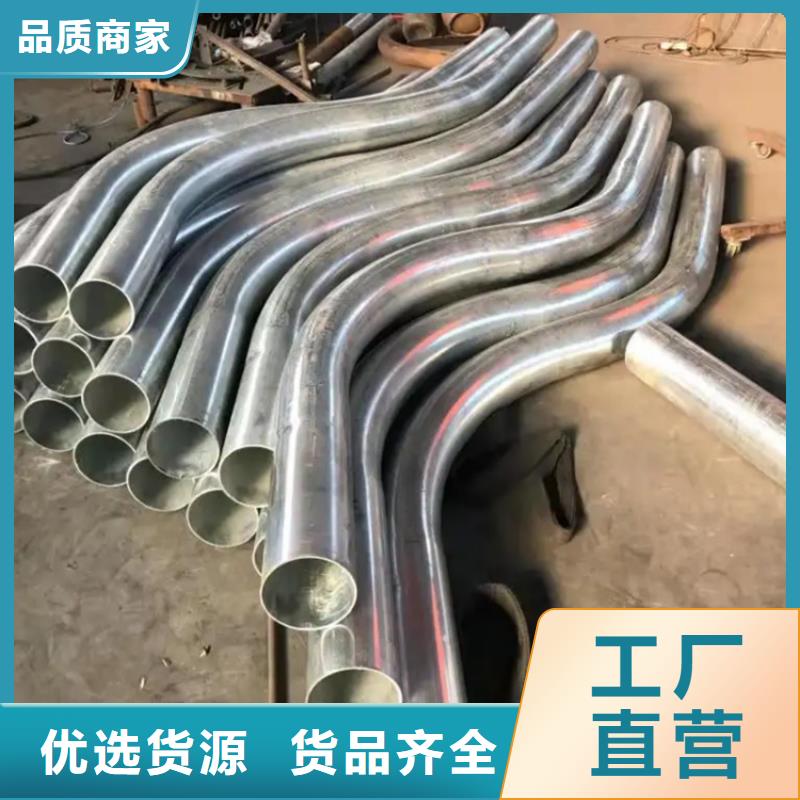
弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。

