

为了给您提供更的直缝管,合金管质检合格出厂产品信息,解锁直缝管,合金管质检合格出厂产品新体验,视频带你玩转每个细节!
以下是:辽宁鞍山直缝管,合金管质检合格出厂的图文介绍


直缝埋弧焊管、螺旋焊管和高频直缝焊管的应用范围和技术特点
螺旋埋弧焊管:螺旋焊管(SSAW)首先应用于我国石油天然气管线,这是因为我国在上个世纪50~70年代尚缺乏热轧宽带钢,因此螺旋钢管就发挥了它可以应用窄带钢的优势,其优点主要有4点:①钢管直径与带钢宽度不再受“π”的比例约束;②螺旋线在理论上可以在输气时对止裂性能有帮助;③直径 可以达到2500mm以上,适用于输水管线;④成型设备比较简单,基建投资较少。螺旋焊管应用受到局限性主要有4点:①存在较复杂的残余能力,以及分布和量值大小变化较大;②从基于应变的设计理念来看,螺旋焊管抗大变型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到钢级的限制,一般高强度钢级X90~X120的开发仅限于直缝埋弧焊管。因此,对螺旋焊管的使用,应当扬长避短,输送天然气时它适用于一类地区和部分二类地区。
螺旋埋弧焊管:螺旋焊管(SSAW)首先应用于我国石油天然气管线,这是因为我国在上个世纪50~70年代尚缺乏热轧宽带钢,因此螺旋钢管就发挥了它可以应用窄带钢的优势,其优点主要有4点:①钢管直径与带钢宽度不再受“π”的比例约束;②螺旋线在理论上可以在输气时对止裂性能有帮助;③直径 可以达到2500mm以上,适用于输水管线;④成型设备比较简单,基建投资较少。螺旋焊管应用受到局限性主要有4点:①存在较复杂的残余能力,以及分布和量值大小变化较大;②从基于应变的设计理念来看,螺旋焊管抗大变型能力要弱一些;③受到壁厚的限制,一般壁厚S≤18mm;④受到钢级的限制,一般高强度钢级X90~X120的开发仅限于直缝埋弧焊管。因此,对螺旋焊管的使用,应当扬长避短,输送天然气时它适用于一类地区和部分二类地区。



钢兴钢管(鞍山市分公司)秉承“视售后服务为产品质量的延伸,视产品质量为企业生命”的宗旨,在网络化的售后服务管理体系的保障下,为用户提供z u i优质的 L360N无缝钢管产品和服务。我公司一如既往在“和谐、诚信、专业、增值”价值观引领下成为 L360N无缝钢管优质的供应商。我们热忱期盼与各位业内人士携手并进、共创未来!


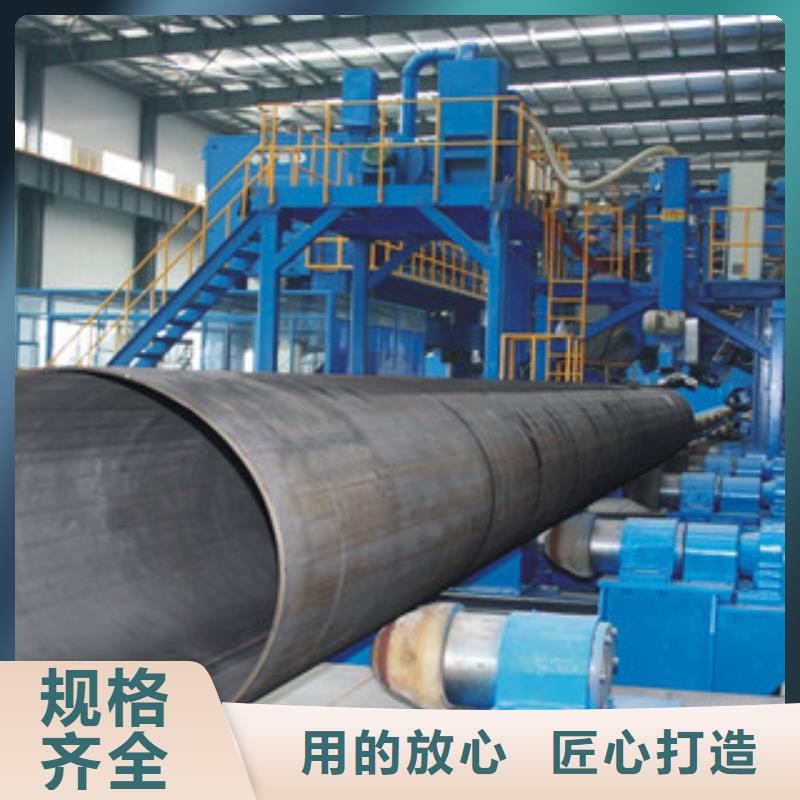
JCOE成型的优势
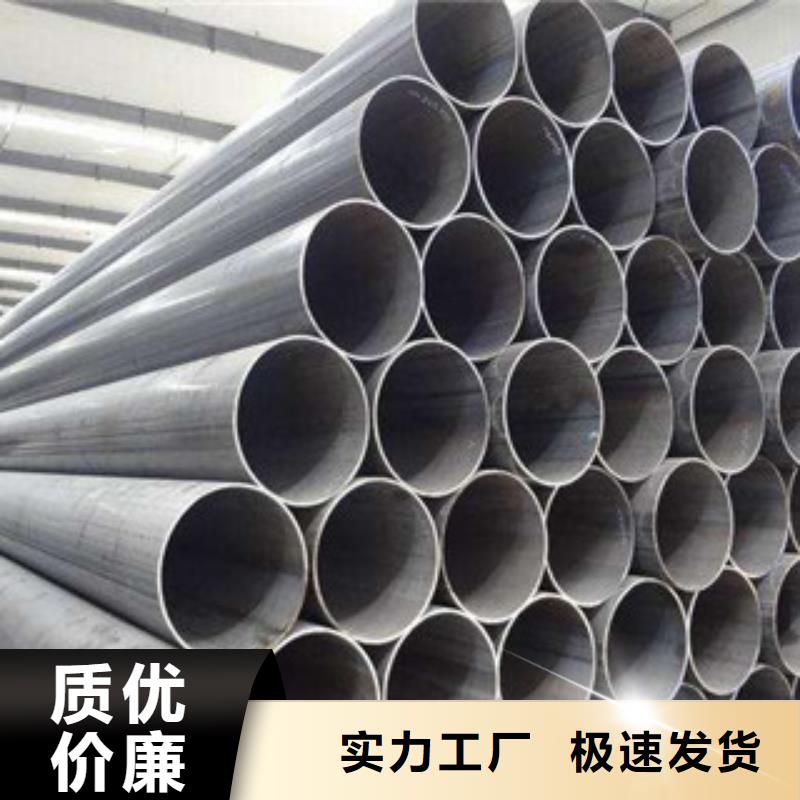
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。
大直径直缝埋弧焊管是以钢板为原料,经过不同的成型工艺,采用双面埋弧焊接和焊后扩径等工序制成焊管。直缝埋弧焊管生产工艺不管采用哪种生产方法,如钢板超声波检查、铣边、边缘处理和成型后的管坯点焊、内外埋孤焊、超声波探伤、扩径、水压试管等工序基本上是大同小异,关键是成型工序不同。因此,根据成型工序,SAWL又可以具体分为辊弯成型(砌强)、连续扭转成型、UOE成型和JCOE成型工艺4种。
RBE成型是一种传统的成型工艺。该成型法是将钢板压边后在三辊或四辊之间经多次滚压卷制成圆筒形,然后采用双面埋弧焊接成型。该成型方式的优点是设备小、重量轻、投资少、管径范围大、产量适中且生产灵活,对市场适应性强,但也存在管筒开口大、易错边、不易控制等缺点。对于大直径、高钢级、大壁厚钢管生产难度较大,由于该成型法成型上辊中部无支撑,受其刚度的限制,往往出现中间宽,两头窄的现象。



czgx

大直缝焊管生产线的布局应考虑管道建设的分布、将来的发展规划。从目前看,较大规模的管道建设主要集中在我国的西部和北部地区同时还应考虑大直缝焊管所用原料钢板的运输问题,以便解决好超长超宽钢板的运输问题。因此,大直缝焊管生产线的布局有两种方案:一种是大直缝焊管生产线的厂址尽可能靠近管道建设区域,有利于向建设中的管道现场运输钢管,因为铁路运输钢管的空载率很高,运输费用惊人,减少从钢管厂到管道现场的运输费是降低工程成本的重要因素。另一种是大直缝焊管生产线的厂址靠近钢板生产基地或港口,这样可以解决超长超宽钢板的运输问题,便于钢管的运输。我国大直缝焊管生产线的建设刚刚起步,应该合理规划和布局,做到产业布局基本合理,这对我国大直缝焊管技术发展和管道工业建设都有重要意义。
