

我们的现场实拍视频将带您走进【弯管H型钢拉弯一站式采购方便省心】产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【弯管H型钢拉弯一站式采购方便省心】的图文介绍


全自动弯管机应该按照正确的方式来操作 每一款机械设备都有其相应的使用方式,在使用时,都不应该按照自己的喜好。我们在使用全自动弯管机的时候,也应该按照正确的顺序来操作。 在对全自动弯管机进行使用之前,一定要先让机床进行良好的接地,否则机器可能会因此发生倾斜或者出现更严重的机器故障。 另外,要及时检查弯管机的弯头和弯管。在用过一段时间之后,弯头和弯管可能会比较脏,因此要及时对其进行各个方面且细致的清洗,并注意通风,将其放在通风干燥处晾干。里面的灰尘和污垢也应该及时进行清理,这样在使用时设备才有可能正常的工作。 还需要格外注意的一点是,弯头的介质是顺着阀瓣流向上的,因此弯管机的弯头和弯管只能够以水平的方式进行安装,不能垂直安装。 另外,在对全自动弯管机进行检查时,应先切断电源,不能在机器通电的情况下进行检查和维修。



H型钢拉弯品种齐全、质量稳定、价格优惠、送货及时,多年来公司以诚信专业的作风赢得了广大客户的认可和好评。“质量为本,服务为魂”是我们公司一贯秉承的经营理念,航萧管件(白银市分公司)将一如既往的为每一位客户提供高质量而廉价的 H型钢拉弯产品外,还提供率而优质的服务!欢迎广大客户朋友来电咨询洽谈!



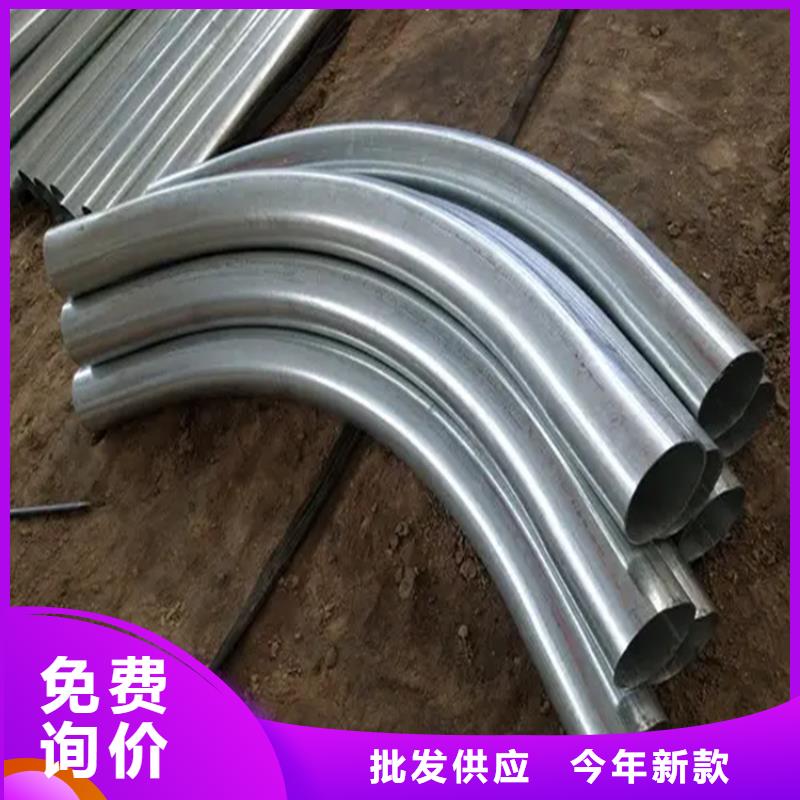
弯管制作褶皱原因哪些因素影响成本在加工过程中,每一弯折全是根据好多个弯折进行的,在加工过程中能够 合理地将无缝钢管放到弯折机里,那样机器设备就会对无缝钢管释放弯折扭距,使无缝钢管的布局造成适度的形变。根据前端开发的模主液压缸的支撑点,可以在上面锻炼,弯管使无缝钢管沿着模曲线图南部弯曲变直到弯曲成型,商品在生产加工的全过程中产生无缝钢管的形变弯管曲线图能够 依据其规格型号和材料不一样的无缝钢管塑性形变阀值合理明确,不一样的无缝钢管相匹配不一样的下模,商品在弯折全过程中不可以使管挨近前工装夹具。必须合理的放到挨近上模弯折缸一侧,弯管内胎后侧超过上胎的后侧150mm上下,另外在开展前3次弯折的全过程中为弯折缸的升程不适合过大,在后步工艺流程中弯折缸升程应慢慢增长。假如构造层面可以设计构思的更加有效,是能够 降低一些损坏难题的。像这样依赖的那样,在中后期应用的情况下,可以确保应用的质量,合理地提高应用时间。好的,人们弯管是如何合理地把握设计构思的呢?下人们必须考虑的个问题是弯管加工部件的设计。正因为在不同的办公环境中,人们对实际的规定是不同的。例如,在气力输送系统中,由于容易损坏,使用周期一般较短。坚持以后在设计构思的那时候,人们要尽可能的减少2个管材中间的空隙。次之,在设计构思弯管生产加工商品时,应尽可能确保循环系统的实际效果。这是为了避免原材料长期滞留在管道中,降低原材料间的冲击及其损伤的课题。正因为弯管生产加工度的设计构想更有效。伴随着时期的迅猛发展,各种各样生产工艺的不断创新和健全。人们会发觉,弯管机器设备也愈来愈多元化了。另外,因为客户要求的,弯管生产设备的特性也在改进和。只能那样才可以满足客户需求的要求。在生产加工弯管的情况下,务必留意到一个难题,那便是商品的生产成本。实际上,危害弯管生产成本的要素有许多。我们一起一起看一下实际的內容。比如,人们应用磨具具、设备维护等将涉及到成本费变化,而人力资本也会危害产品成本。



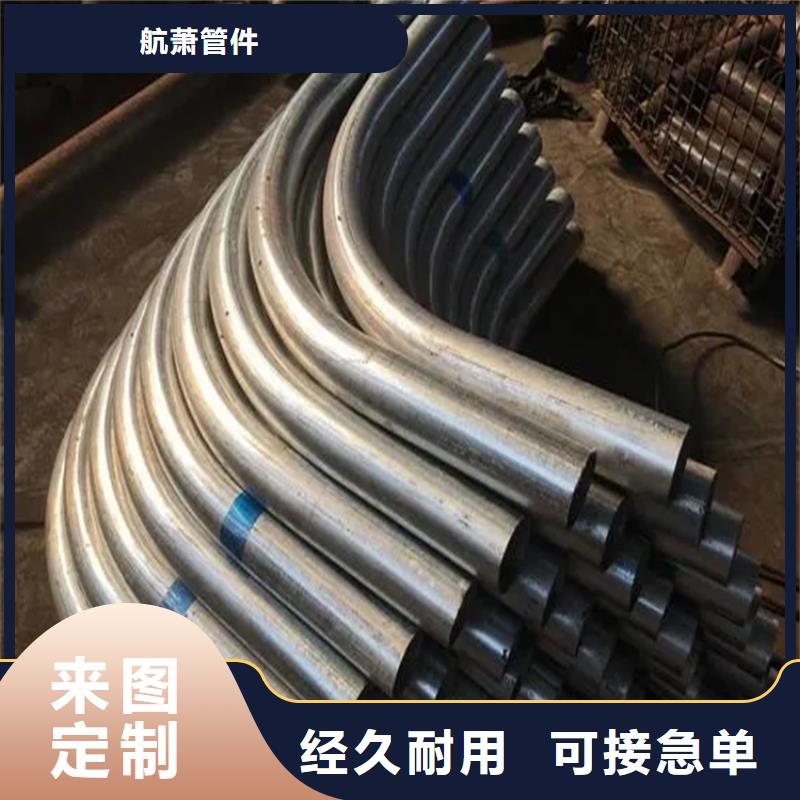
弯管弯曲方法加工怎样完成的。目前的弯头加工通常采用弯曲的方法加工,生产过程中使用的设备多为通用机械压力机和液压机,有时有效使用专用弯曲压力机,弯头加工通常使用该液压设备,该设备用三辊轧机确定圆三点,有效地使平板连续弯曲,使两个驱动辊和压力机. 弯管弯曲方法加工怎样完成的 在弯头加工时,调节生产中的中压辊的上下位置,使其与驱动辊的相对距离在一定程度上有效变化,产品的实用化正在迅速提高。 目前使用的弯管加工设备在玻璃成形机械领域解决了加工中的火焰温度,解决了控制问题。 如今了解到弯管加工设备,包括壳体左侧顶部和底部与支撑板固定连接,由于支撑板数量为两个,可以方便地调节装置弯管的直径,减少大量的人力物力,提弯管高调节效率,从而有效提高弯曲管机械的工作效率,以至在实际应用中发挥出独特的优势,因此满足了应用需求。 在加工弯头时,对弯曲有一定的要求。 并在加工弯管过程中,有效降低了生产成本,由于不需要特殊设备,因此特别适合,现场加工大弯头其中的管道加工设备,如今的弯管机,其设置在机床上的弯管加工设备结构,设置在机床上的送料装置,机顶一端设有顶圆筒,其中弯管加工设备结构的工具,用于在插入管状构件之后,以固定管状构件的心轴,并固定到气缸的活塞杆上,目前具有许多优点和效果,已得到了实际的应用。 现在使用的导向式新型弯头加工设备,气缸基座固定在壳体的尾部,气缸体安装在气缸基座上,气缸芯安装在气缸体上,导轨沿轴向固定在底盘的上表面的两侧,支架的底部能够移动到导轨上导轨固定在手推车地板上表面两侧的垂直导轨上,与导轨平行的调节螺钉固定在滑车底板上,端盖安装在滑车外壳的前侧和后侧,活动通过轿车主轴,现在的导向新型弯头加工能够实现自动进给。


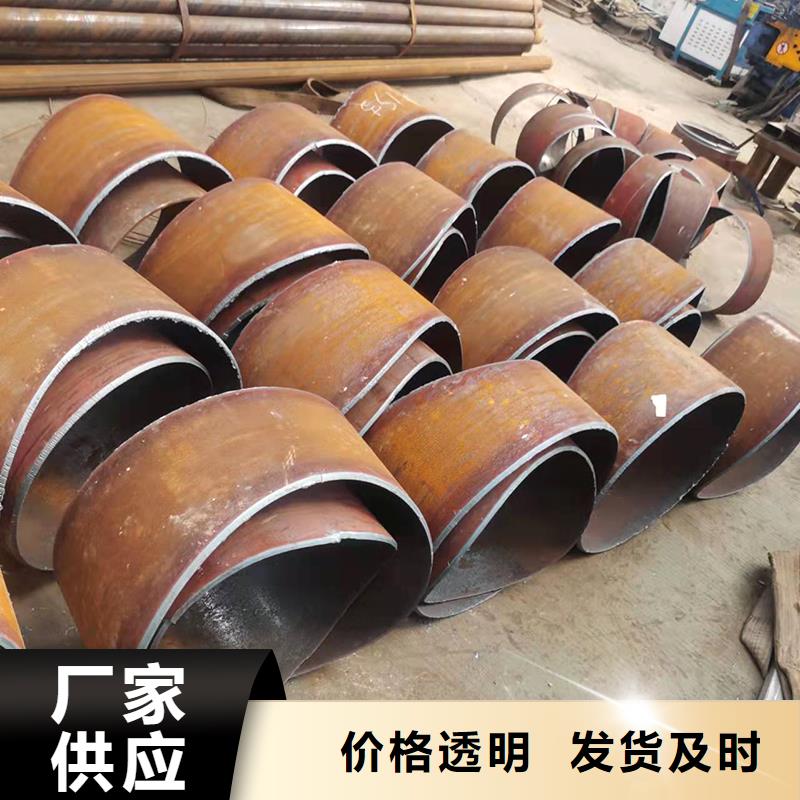
高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。



