

图文介绍虽好,但视频更能展现无缝钢管薄壁无缝钢管生产加工产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
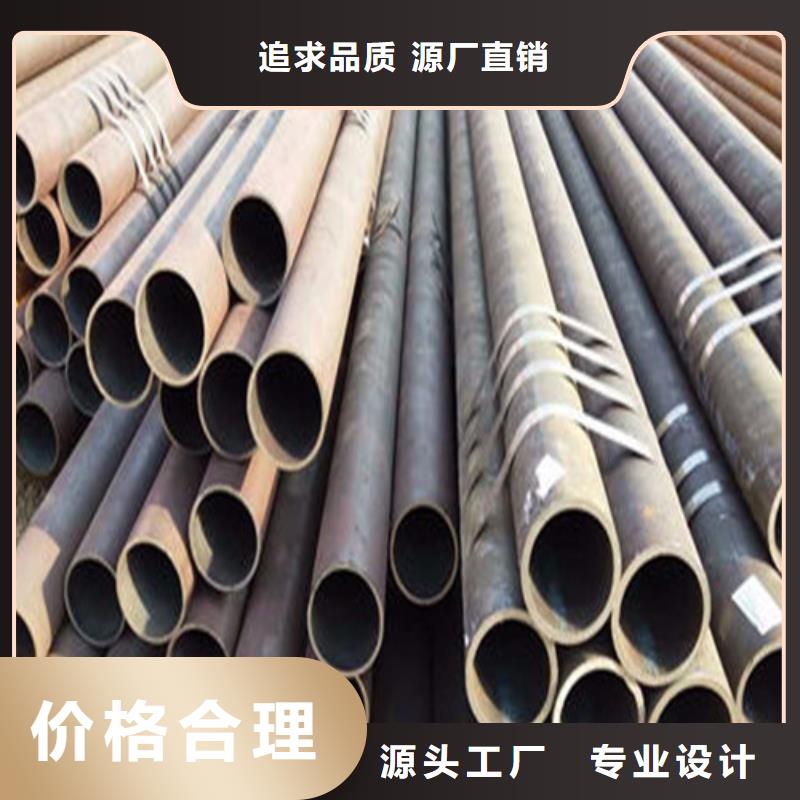
以下是:无缝钢管薄壁无缝钢管生产加工的图文介绍


鼎财金属制品(鄂尔多斯市分公司)长期以来培养 锅炉管技术人才,积累了从 锅炉管产品开发、工艺、工装设计到批量生产的丰富的理论和实践经验。能够在较短的时间内开发出满足用户要求的 锅炉管产品。
质量方针:以客户为中心、以 锅炉管质量求发展、以技术带进步、以管理创效益。
企业作风:求是务实、行动迅速、细致周到、精益求精。




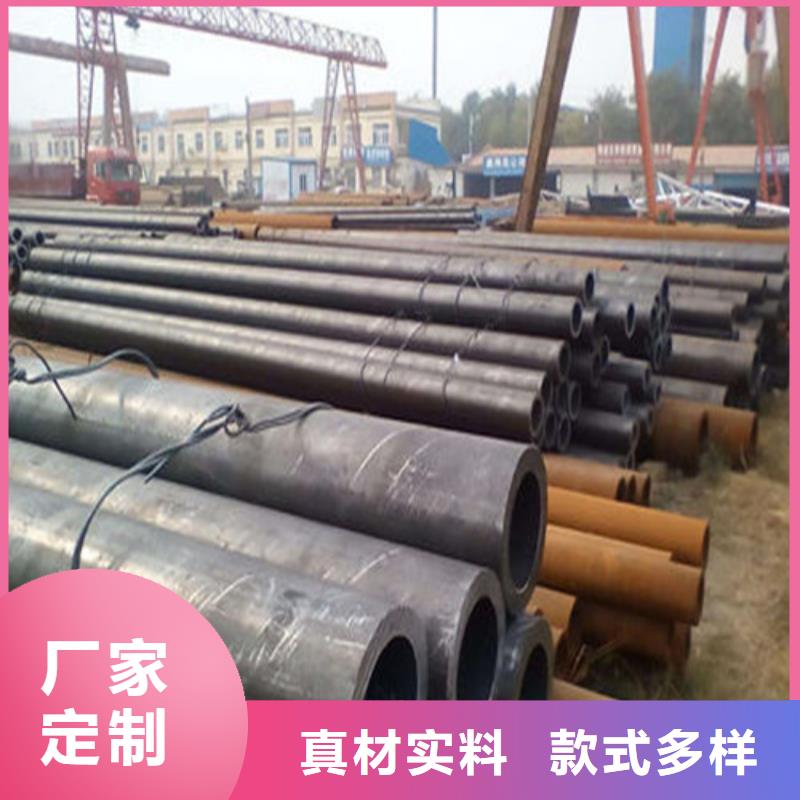
接坡口的钢板板边进行预弯。防止成型机成型成型钢管中产生过长的直边,保证钢板的圆度。全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。 焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。龙门移动式感官矫直机:用于钢制圆柱型管的矫直。直缝钢管平头倒角机:将直缝钢管端部按规定的钝边以及坡口角度进行



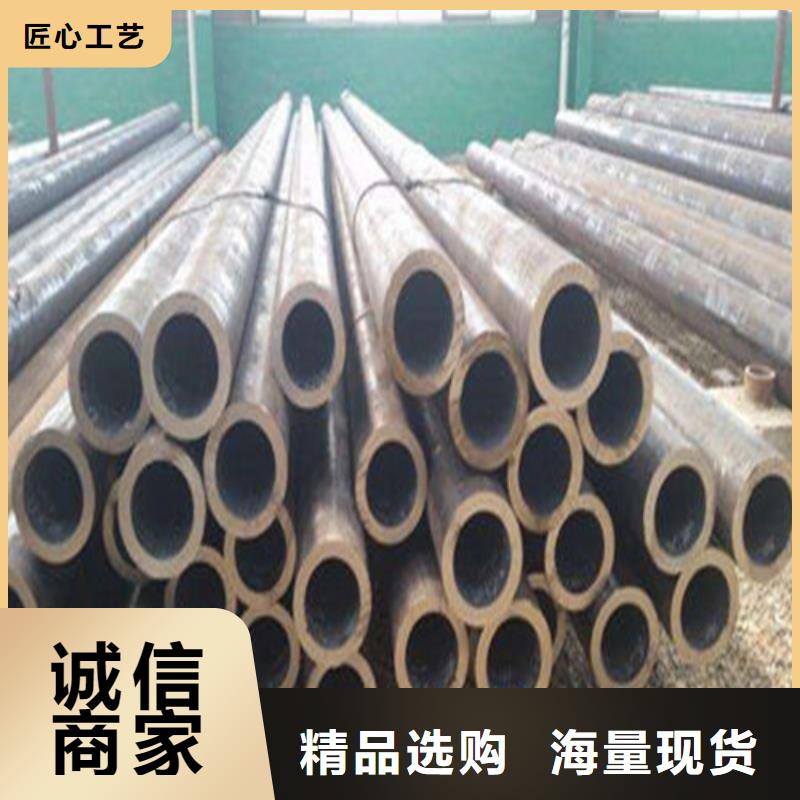
需要经过热处理细化焊缝区的晶粒、去除焊接应力,实现与母体金相组织、机械性能的一致化,这个过程我们称之为焊管的物理无缝化。碳钢管通常采用退火处理,而不锈钢则采用固溶处理。 几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分。无缝化钢管无缝化钢管知识解释熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。 其中

