






:手工焊:手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,


1)楼梯间栏杆为一类栏杆,楼梯间栏杆立杆为φ51×1.0(即外径51mm,壁厚1.0mm,以下均此表示法)不锈钢管,扶手为φ51×0.1不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×1.0不锈钢管。06J403-1图集中24页B13a要求:每个梯段增加一个扶手与混凝土梯段连接的加强杆,加强杆为φ25×1.0不锈钢管,连接方式同立柱;屋面层栏杆采用直接与混凝土连接;竖向花管净距不得大于110mm,楼梯栏杆每三步设置1根立柱。
2)一层楼梯间通往地下室栏杆样式参考06J403-1图集中76页K8型做法,但要求图集中扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。
4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。



它很容易与其他物质和化学元素发生反应,此时,对于不锈钢复合管,应采取一些方法去除其上的斑点。那么造成这种情况的原因是什么呢?不锈钢复合管的加热温度随着温度的增加会有两方面的影响。
随着炉垢总量的增加,水垢增厚,增加了除垢难度,如果粗除垢和细除垢都不能完全氧化皮,后续轧制过程中氧化皮会压入不锈钢复合管表面,随着温度的升高,轧制过程中产生的氧化皮增多,增加了氧化皮压入不锈钢复合管外表面形成斑驳的风险。
加热炉的气氛控制存在“强风烧钢”的不良习惯,烟气中的残氧值会增加,过量的氧化气氛会加剧钢坯的氧化,影响不锈钢复合管质量的主要因素是终轧温度,终轧温度直接影响轧制过程中氧化皮的形成速度和数量以及铁基体的变形。




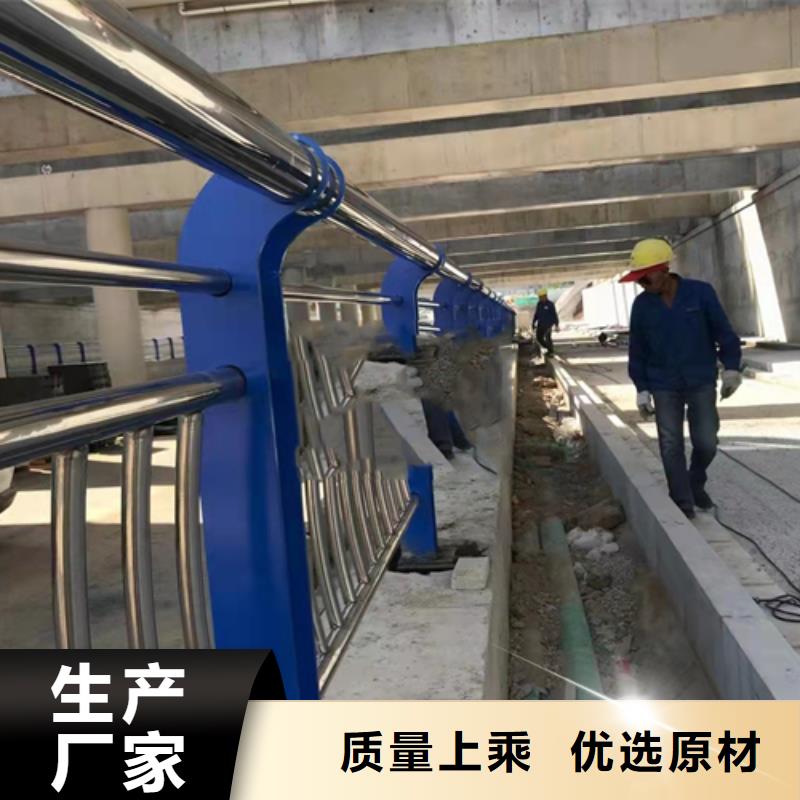
众英金属科技(铜陵市分公司)主营:【灯光防撞护栏】,可按照客户需求定做各种规格【灯光防撞护栏】,所售产品均执行国标,公司始终坚持“公正、客观、科学、诚信”的经营原则,重合同、守信誉、保质保量、按期交货”。多年来公司凭借良好的信誉、低廉的价格享誉全国30多个省、市、自治区,产品出口欧洲、南美等十多个地方,深得用户信赖!欢迎您的来电、咨询,我们将竭诚为您服务!



