




球墨铸铁管现货的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是: 球墨铸铁管现货的图文介绍


球墨铸铁管,专业生产30年,货到付款,免费试用。球墨铸铁管试压时先把所有敞口封堵,将水从下游缓慢注入,在试验管段的上游管顶及管段中的凸起点设置排气阀或排气孔,将管道内的气体排除。水泵、压力计安装在试验段下游的端部与管道轴线相垂直的支管上。注满水浸泡一定时间后,将水压升至试验压力,保持恒压10min,期间检查接口和管身,如有渗漏,卸压后方可修补,直至试验合格为止。在打压时沿线派专人检查管口处是否有漏水现象及时处理。球墨铸铁管厂家为你讲解水压试验的具体步骤:(1)进行水压实验应统一指挥,明确分工,对后背、支墩、接口、排气阀等都应规定专人负责检查,并明确规定发现问题时的联络信号。(2)管道接口完成后,用短管甲、短管乙及盲板将试压管段两端及三通处封闭。试压管段除接口外填土至管顶以上50cm并夯实。做好后背及闸门、三通等管件加固。由低点进水,高点排气,注满水后浸泡24小时后,在试验压力下10min降压不大于0.05Mpa时,为合格。(3)水压实验应逐步升压,.每次升压以0.2Mpa为宜,每次升压以后,稳压检查没有问题时再继续升压。(4)冬季进行水压时应采取防冻措施。可将管道回填土适当加高,用多层草帘将暴露的接口包严;对串水及试压临时管线缠包保温,不用水时及时放空。(5)水压实验时,后背、支撑、管端等附近不得站人,检查应在停止升压时进行。



格瑞管业(鹰手营子矿区分公司)位于开发区。本公司是一家专业开发设计生产 球墨铸铁管。本公司严把质量关紧紧盯住市场发展的前景,对任何影响质量和企业的各种因素实行跟踪和排除,使产品质量稳重上升,新产品种类不断增加,市场占有率逐步扩大。公司严格遵循质量可靠、客户至上、以人为本的方针目标,建立了完整的售后服务体系,全力为客户提供贴心的服务,充分保证了每位客户无后顾之忧,并积j i发展了以客户为导向的研发工作,保证了每位客户的需求。我们遵循合作、和谐、发展、双赢的原则,与全国供应商建立了深厚的友谊和良好的合作关系,在风云变幻的市场经济大潮中共谋发展;我们坚持诚信、品牌、服务、创新的经营理念,在激烈竞争的农化市场中共铸品牌塑造和谐营销,建立双赢的战略合作伙伴关系。



二、现代防腐工艺:根据球墨铸铁管输送介质的不同,埋入土壤的土质不同,管道环境不用,对管道的内外防腐都有不一样要求。随着具有各种特性的化工原料出现,球磨铸铁管的内外防腐技术也在不断发展。适应不同环境、适用不同输送介质的耐腐蚀球磨铸铁管纷纷出现在管道施工现场。比较成熟的有管外喷涂环氧彩漆、管内衬聚脲、管内衬环氧陶瓷。(一)管外喷涂环氧彩漆管外喷涂的环氧彩漆为双组分液体环氧涂料,使用高压无气喷涂技术,喷涂厚度0.3mm,颜色可以根据客户要求配制不同颜色。喷涂前铸管需要预热到70摄氏度。(二)管内衬聚脲管内衬聚脲为双组分防腐涂料,喷涂厚度一般不小于1mm。其固化速度快,快10s凝胶,10分钟可达步行强度。用于球墨铸铁管内壁防腐时,铸管需要预热到70摄氏度,铸管内壁需要采用G17或者G24钢砂进行抛丸处理,达到Sa2.5。内壁必须光洁、无油污、重皮、氧化皮、锈斑等影响聚脲粘附力的缺陷。喷涂设备选用美国GRACO的专用聚脲喷涂机。在DN80-300规格的铸铁管内喷涂聚脲,需要使用国内研发的专用小管喷枪。(三)管内衬环氧陶瓷球墨铸铁管内喷涂的环氧陶瓷是一种三组分的防腐涂料,涂层厚度不小于1.2mm。A料为液体环氧树脂,添加大量石英粉;B料为聚胺类固化剂;C料为催化剂。三种原料的体积比为100:100:1。喷涂后铸管需要继续旋转,大约40分钟后,环氧陶瓷达到表干程度,可以停止铸管旋转,进行静至固化。固化时间根据外界温度不同在4~16小时内变化。固化后,防腐层致密光滑,坚如陶瓷,因此命名为环氧陶瓷。其具有很好的耐水、抗腐蚀和电绝缘性。环氧陶瓷分为黑陶和白陶两种。黑陶用于输送污水;白陶可用于输送饮用水。由于此种涂料内含有大量石英粉,一般的喷枪使用寿命短,因此,需要采用甩盘式喷涂。



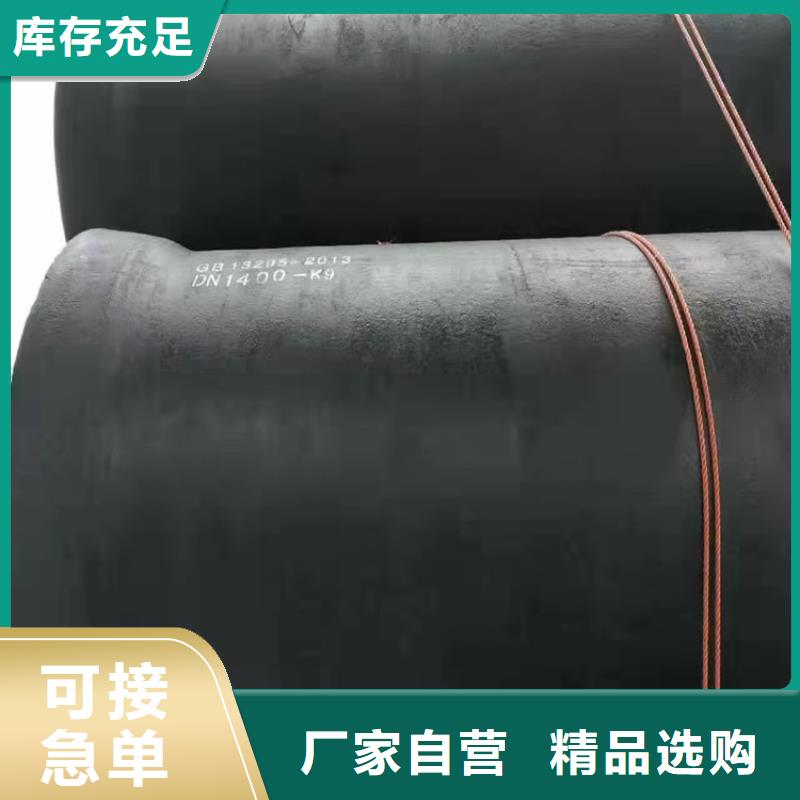
球墨铸铁管的承口结构括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。这种承口结构解决了口径大于DN1600规格的球墨铸管无法使用T型接口的技术难题。球墨铸铁管供水管道常用接口为T和K型。对于T型接口通常只是适合用于DN80-Dm600mm*8.15米长度规格球墨铸管;因为该种接口仅使用胶圈,没有其它附件即可密封,而且安装速度快,施工方便,无需压兰、螺栓,直接安装。使用综合成本较低。且T型接口能适应一定的基础变形,具有一定的抗震能力。但是,中大口径铸管无法使用此种接口。对于通常口径大于DNieOOmm规格的球墨铸管,一般采用K型接口。K型接口安装费时费力,需要的附件较多,使用成本较高,该方法的性较低。为了克服现有技术的缺点,这种承口结构提供一种DmSOOmm球墨铸铁管承口结构,可以使用T型接口型式。这种承口结构解决其技术问题所采取的技术方案是:它包括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。

