




不容错过的单/双法兰限位伸缩接头现货充裕视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:黑龙江单/双法兰限位伸缩接头现货充裕的图文介绍
乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技(黑龙江省分公司)建立了完善的售后服务体系,始终把售后服务放在和市场开拓同等重要的位置上。公司的每位员工都坚持这样一个理念:售后服务是新销售的开始,因此,所有来自用户方的意见或建议均得到公司高度的重视和快速响应,直至客户满意为止。同样重视售前服务,我们的市场人员在与客户沟通的过程中,不但帮助用户选择到合适的 石英砂滤料,同时也提高了自身的专业素质。与用户的密切接触使我们获益匪浅,几乎所有新 石英砂滤料产品的设计灵感均来自用户的建议和要求。


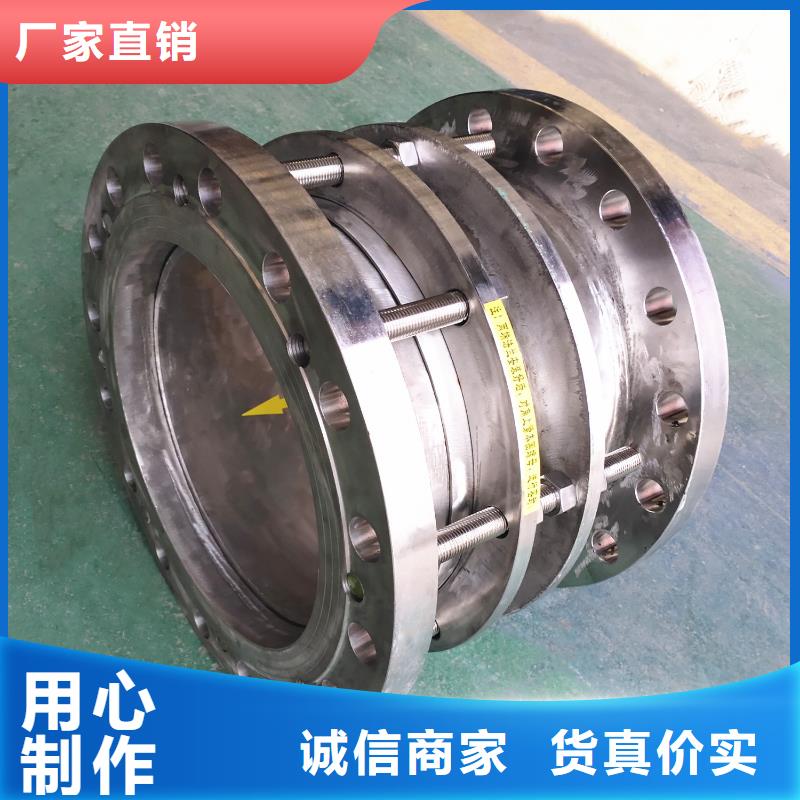
伸缩接头系列VSSJA-2(B2F)型双法兰限位伸缩接头VSSJA-2(B2F)双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺... VSSJA-2(B2F)双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺母锁定。VSSJA-2(B2F)双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道自由伸缩,锁定伸缩量,确保管道的运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。



乐水活性炭醋酸钠乙酸钠聚合氯化铝环保科技(黑龙江省分公司)在取得良好经济效益回报社会、股东的同时,发扬企业表率作用,承担更多的社会责任,为 石英砂滤料行业做出更大贡献。



VSSJA-2型双法兰限位伸缩接头 VSSJA-2型双法兰限位伸缩接头是由本体、密封圈、压盖、伸缩短管等主要部件组成。在松套伸缩接头原有性能的基础上增设限位装置,在较大伸缩量处用双螺母锁定。管道在允许的伸缩量中可以自由伸缩,一旦超过其较大伸缩量便起到限位,确保管道的正常运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接。 VSSJA-2型双法兰限位伸缩接头的安装 VSSJA-2型双法兰限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端与法兰的连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的正常运行。适用于两边均与法兰连接的管道中,安装时调节产品两端与法兰的安装长度,对角集资均匀拧紧压盖螺栓,使其成为以整体,并有一定的位移量,方便安装维修时,根据现场尺寸进行调整。在工作时可以反轴向推力传递至整个管道。能降低被连接件的压力推力(盲板力)和补偿管路安装误差,双法兰传力接头不能吸收轴向位移。双法兰传力接主要用于泵、阀门等附件的松套连接。 VSSJA-2型双法兰限位伸缩接头的分类 有:BF(VSSJA-1)型单法兰限位伸缩接头,B2F(VSSJA-2)型VSSJA-2型双法兰限位伸缩接头,BY(SSJB-3)型压盖式限位伸缩接头,AY(SSJB)型压盖式伸缩接头,法兰式限位伸缩接头,法兰式松套伸缩接头。 VSSJA-2型双法兰限位伸缩接头的型号 B2F型VSSJA-2型双法兰限位伸缩接头采用GB/T12465-2002标准,双法兰传力接头以前的型号为VSSJAF。 传力接头执行标准 GB/T12465-2007,GB/T12465-2002,GB/T14414-1993


单法兰限位伸缩接头在安装使用前应该对其进行焊接预热,预热时我们应该怎么做,预热时需要注意什么呢? 当温度改变时管子能在接头当中自由的伸缩,本地基下沉,管子能偏斜,并确保密封无渗漏,因此起到自动补偿之目的。中泰法兰式管道伸缩器浅谈伸缩接头中的压盖式限位伸缩接头:伸缩接头的不同型号也不少,这次先来伸缩接头中的压盖式限位伸缩接头:伸缩接头全是用来呵护管道的。在务必的压力边界内实行伸缩或移动,伸缩接头也有伸缩量的限制,假设达到的限制,伸缩接头自动执行限制,以确保管道使用中的运行。压盖式限位伸缩接头是在松套伸缩接头原有的安装上添加伸缩量,限位安置也有较大改善,免得自动限位时,变压大因此损坏自己及管道。单法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提单法兰限位伸缩接头的性能,提高工作效率。那么在进行焊前预热的时候又该怎么进行呢?伸缩接头进行焊前预热的焊件,其层间温度应在规定的预热温度范围内。当焊件温度低于0摄氏度是,钢材的焊缝应在始焊处100mm范围内预热到15摄氏度以上。对有应力腐蚀的焊缝,应进行焊后热处理。非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢材的临界点。调制钢焊缝的焊后热处理温度,应低于其回火温度。单法兰限位伸缩接头焊前预热及焊后热处理时,应测量重庆管路伸缩接头生产厂家和纪实其温度,测温点的部位和数量应适宜,测温仪表应经计量检定及格。对容易产生焊接延迟裂纹的钢材,焊后应立马执行焊后热解决,当不能马上实行焊后热治理时,应在焊后立即匀称加热至200-300摄氏温度。执行保温锾冷,其加热边界应与焊后热解决要求一模一样。



