
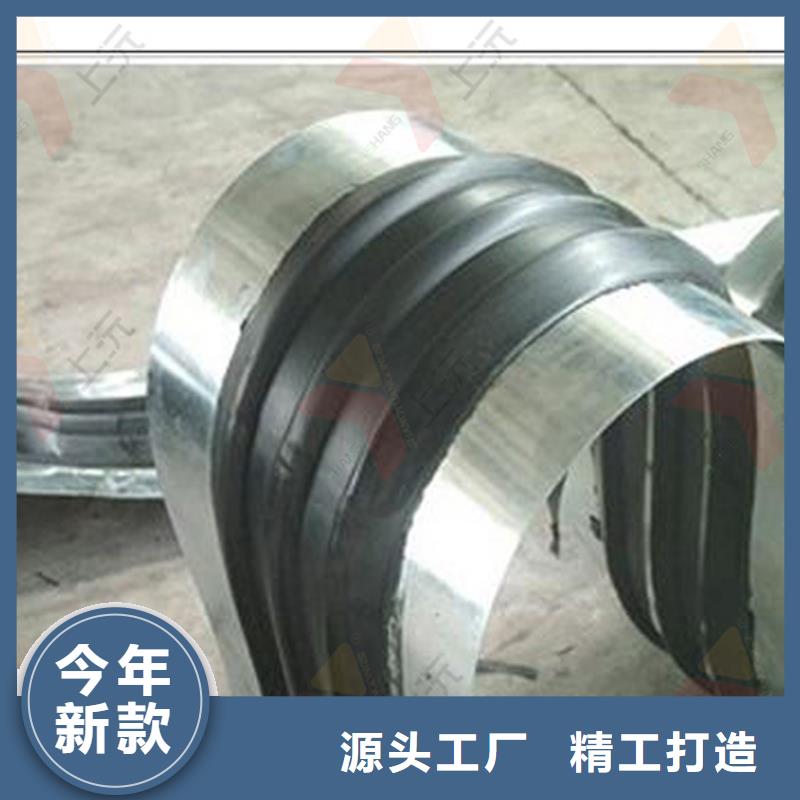




1、先将钢边橡胶止水带按设计要求,放在规定的部位。
2、利用钢边橡胶止水带二边的安装孔,用铁丝将钢边橡胶止水带与钢筋网捆扎定位。钢边橡胶止水带定位时应二边钢带外侧高于中间橡胶止水带形成U字型安装。
3、模板应严格按施工操作规程要求进行施工,安装在钢边止水带的中间橡胶0型环上下二面间的平面上,模板要牢固,谨防混凝土浇灌振捣时模板移位.


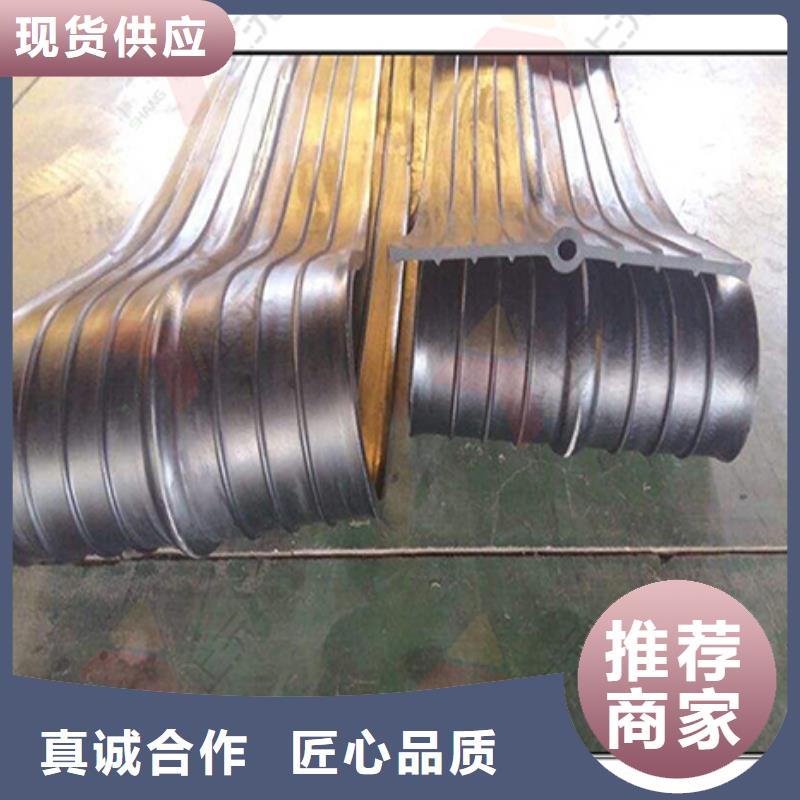
千斤顶二次加压是将模具缝隙加压至设计钢边橡胶止水带断面,加压后保持模具温度在140~150℃之间,时间约20~30分钟即可开模。开模检查如检查发现生胶片熔合不饱满,存在缺胶、开裂、分层等现象需返回至步骤1重新开始钢板橡胶止水带的端头热熔接。如检查发现橡胶止水带接头处熔合饱满,不脱胶可以进行下一步骤。将已熔接好的钢边止水带的钢边连接处用钉子或钢丝连接好,或将此接头连接处的钢边焊接牢固。再次检查接头的熔接质量和钢边的连接质量,质量合格后可将熔接后的钢边橡胶止水带放置至温度降至常温后,开始钢边橡胶止水带在施工缝处的加固安装。



止水带的选择:应根据构筑物的重要性等级,变形缝变形量及水压,止水带的适用工作环境,经济因素等条件综合考虑确定。
止水带材质的选择可按下列规定.
1、一般情况下多选用天然橡胶止水带.
2、当遇有弱酸酸、碱类腐蚀介质时,宜选用氯丁橡胶止水带.
3、当遇有油类介质时宜选用 橡胶止水带.
4、当遇有霉菌侵蚀的可能时,应考虑橡胶止水带的防霉性,其等级应达到2级2级以上.
5、当使用温度为:-25-60摄氏度时选用氯丁橡胶止水带,-35-60摄氏度时选用天然橡胶止水带,-40-60摄氏度时选用三元乙丙橡胶止水带


在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。用千斤顶将安放好的顶模具加压。此步骤注意的是: 次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。



目前公司员工200多人,其中拥有一支【钢结构支座】经验丰富的专业研发、生产管理与高素质的专业销售团队,拥有8000平米的标准厂房。经过多年努力拼搏,不断进取,公司持续的稳步发展,市场占有率逐步提高,企业规模不断扩大。 品牌建设是上沅工程技术(贵港市分公司)的重要核心战略。我们在【钢结构支座】产品各个环节严格把控质量关,核心原材料在工艺流程上对每个出厂产品严格执行5步品质检测制度,确保【钢结构支座】产品的品质及性能。

