





我们为您呈现的耐磨钢板【锅炉容器板】产品参数产品视频,旨在让您更直观地感受产品的各项功能和特点。请您抽出片刻时间观看
以下是:黑龙江大兴安岭耐磨钢板【锅炉容器板】产品参数的图文介绍
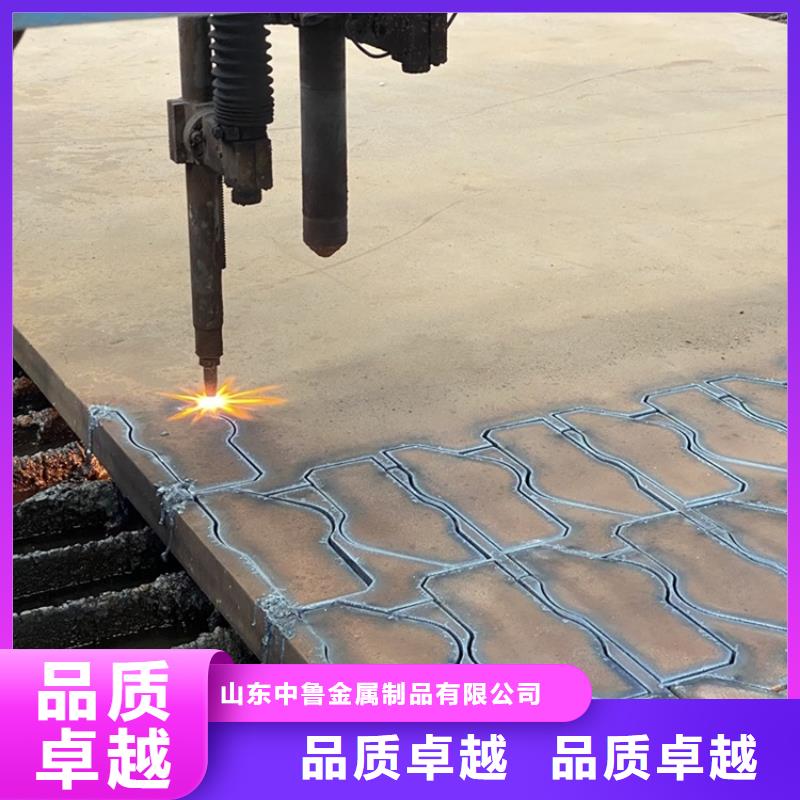
锅炉容器板
中鲁金属制品(大兴安岭市分公司)
出货及时 品质保障 售后无忧


锅炉容器板的详细介绍
本地配送 专业品质

中鲁金属制品(大兴安岭市分公司)地处黑龙江大兴安岭经开区,是一家从事研发设计、生产、销售 锅炉容器板制品为一体公司,以质量求生存,以信誉求发展,以一切为了顾客的方针准则,赢得了广大客户的信赖。 锅炉容器板产品畅销全国125个城市地区;诚挚期待与您合作。



nm400耐磨钢板具有哪些处理工艺性能?nm400耐磨板具有哪些优异的处理工艺性能呢? 1、铸造性:nm400耐磨板铸造性包括流动性、收缩性和偏析倾向等。 2、切削加工性:通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价nm400耐磨板的切削加工性。 3、焊接性:一般根据焊接时产生的裂纹敏感性和焊缝区力学性能的变化来判断。 4、锻性:是nm400耐磨板材料在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。 5、冲压性:是指nm400耐磨板经过冲压变形而不发生裂纹等缺陷的性能。 6、顶锻性:是指nm400耐磨板材料承受打铆、镦头等的顶锻变形的性能。nm400耐磨板的顶锻性,是用顶锻试验测定的。 7、冷弯性:出现裂纹前能承受的弯曲程度愈大,则nm400耐磨板材料的冷弯性能愈好。 8、热处理工艺性:指nm400耐磨板经过热处理后其组织和性能改变的能力,包括淬硬性、淬透性、回火脆性等。






