




为了让您更地了解我们的珩磨管高精度珩磨管用好材做好产品,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:珩磨管高精度珩磨管用好材做好产品的图文介绍

首先,应判明珩磨管的工作条件和外围环境是否正常;同时还需要弄清楚故障的性质,是设备机械部分或电器控制部分故障,还是珩磨管本身的故障?另外,还需检查清楚珩磨管各种条件是否符合正常运行的要求。其次是根据珩磨管故障现象和特征,确定与该故障有关的区域,从而逐步缩小发生故障的范围,检测此区域内的元件情况。为避免盲目性,必须根据系统基本原理,进行综合分析、逻辑判断,终找出珩磨管故障部位。由于珩磨管故障诊断是建立在运行记录及某些系统参数基础之上的,所以建立系统运行记录是非常关键的;而且具备一定检测手段,也能对珩磨管故障做出准确的定量分析。


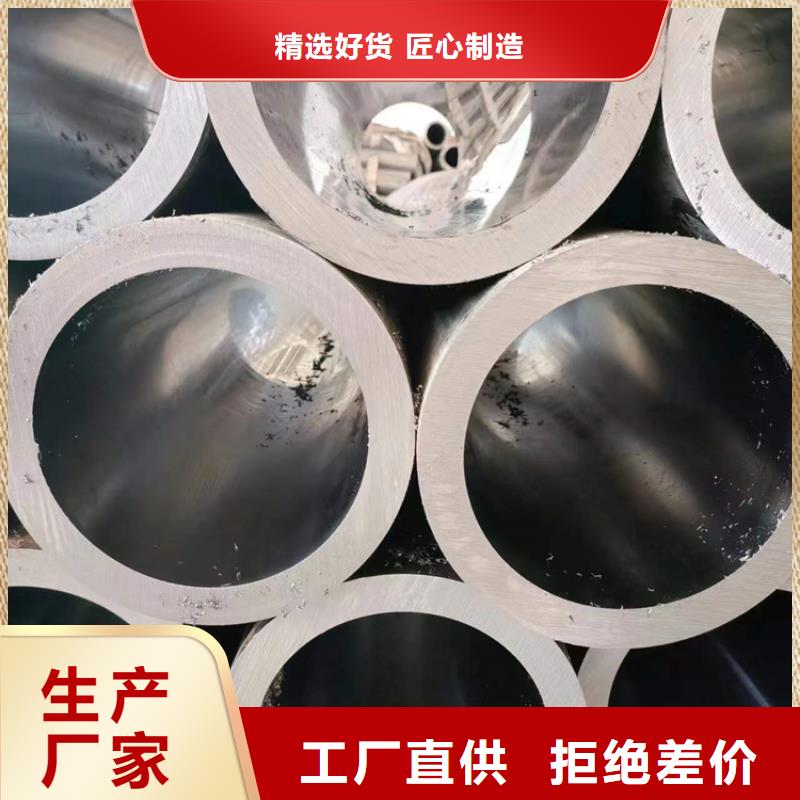
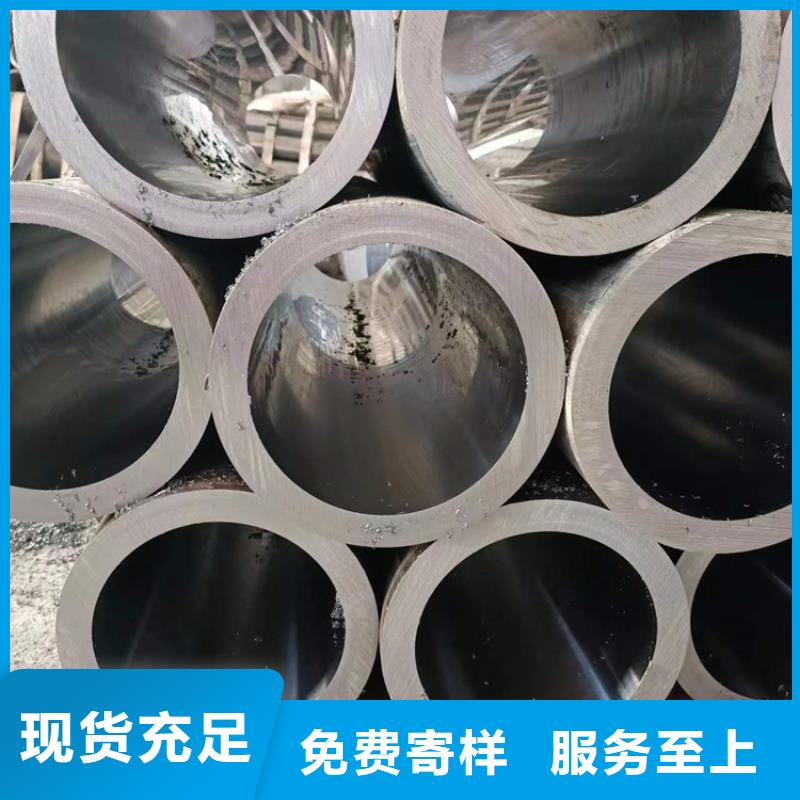
.油缸管,其采用珩磨工艺或者是滚压工艺,哪一个是比较好的?油缸管,如果其采用的是珩磨工艺的话,即为珩磨管珩磨管,不过,将其与滚压油缸管进行比较的话,那么,则是后者,即为滚压油缸管,要好一些,这是因为:油缸管进行滚压后,其表面硬度是要高于珩磨油缸管的,这样,可以来延长其使用寿命。并且,在加工时间上,可以大大缩短,在直线度上,可以大大提高。因此,油缸管采用滚压工艺,是要好于珩磨工艺的。3.珩磨油缸管,其是为无缝钢管吗?珩磨油缸管,其是为无缝钢管,所以在这个问题上,其回答为是,是肯定的,这是因为:珩磨油缸管,其是属于珩磨管的,而珩磨管,其是为经过珩磨加工的无缝钢管。因此,珩磨油缸管,其是为无缝钢管。



油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。珩磨管是由一种精度高的磨削加工而成,不但用于圆孔,而且用于淬硬齿面,这也是一种抛光方法。它可以作为一个组合的磨削工具,可以安装在浮动夹具,使其可以自我调节。因此,可以减少孔的形状误差,但不能减少孔的几何误差。抛光管是使用软质的抛光轮或者是圆盘型的抛光盘,加上抛光膏,使工件经过精加工获得很高表面光洁度。然而,由于在加工过程中没有刚性基准,所以不能减少几何误差。然而,相对珩磨管而言,它可以抛光不规则表面。



九冶管业(兰州市分公司)位于开发区丁快工业园。公司专业生产各类 液压缸筒的厂家,对产品质量进行严格的管理。真真正正的达到以质求存 拓新求变的宗旨。 公司主要产品有九冶管业(兰州市分公司)。并能根据客户的要求、提供的图纸和样板设计和开发新产品。其品质和交货期深得用户信赖。 公司一向坚持以人为本、顾客至上、诚实守信、质优价廉的方针,围绕质量、时间、价格、服务来开展工作,形成了开拓进取、精益求精、诚信服务、热诚待人的工作氛围。 您的光临是我们的荣幸,你的满意是我们的追求,感谢您的支持和厚爱!


