




为了给您提供更的启闭机闸门-电动铸铁闸门双向受压精益求精产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:启闭机闸门-电动铸铁闸门双向受压精益求精的图文介绍
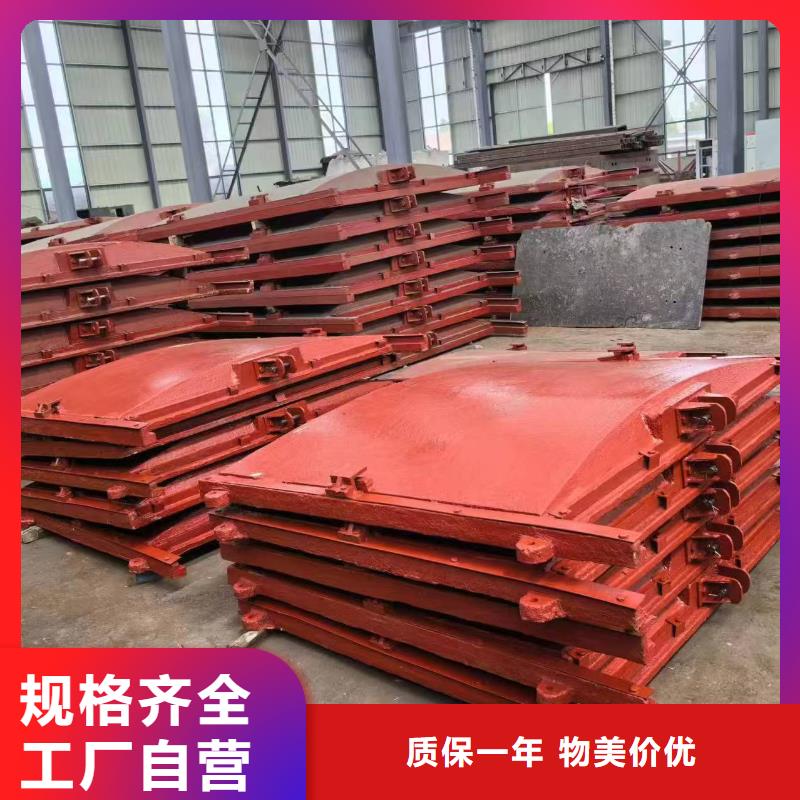
瑞鑫启闭机铸铁闸门清污机钢闸门拍门水工机械厂(莱芜市分公司)生产的 液压抓斗清污机规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司集设计、生产、销售、施工于一体。 近几年来,公司不断进取,不断创新,生产经营能力更加雄厚。也是完善了产品的品质,。欢迎广大新老客户来函,来电洽谈业务,真诚为您携手共创明天!




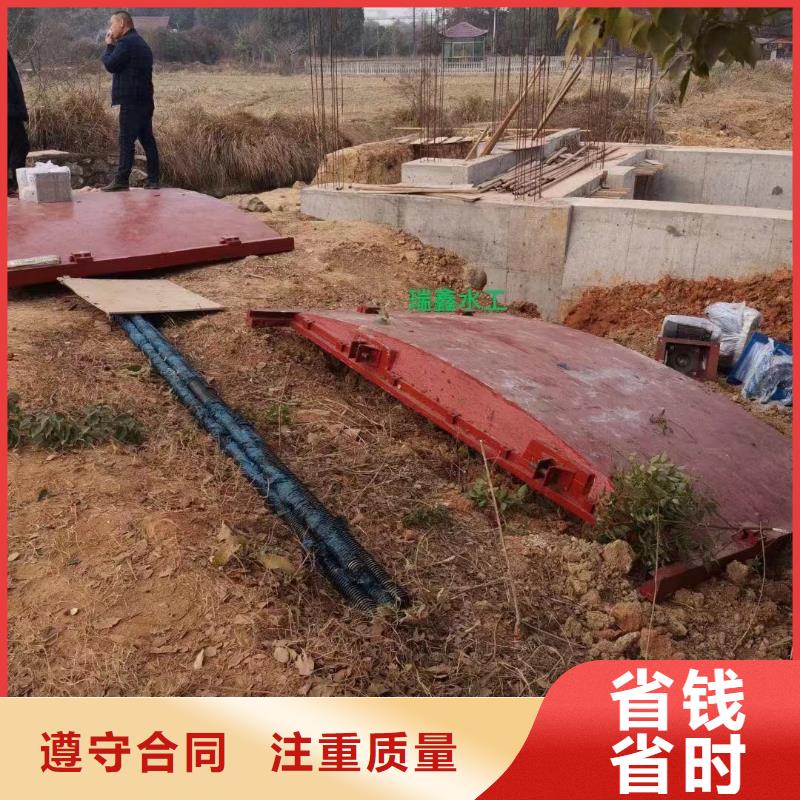
闸门的安装、调试、操作 1.首先安装的前提条件是:闸门孔中心应与启闭机螺杆预留孔保持铅垂,孔口周围的钢板应保持平整,保证在同一平面 2.必须具备的工具有:活板手、电焊机(包括电源)、氧割、汽吊及吊装工具等辅助工具。 3.闸门具体安装方法为,首先将闸门孔与预留孔对齐,并保证两导轨铅垂的,然后再进行焊接(土建预埋钢板与闸门底部钢板间断焊接),焊接好后闸门的四周再进行第二次浇注,不能留有间隙,但也不能影响到闸门的开启。 4.螺杆及启闭机的安装方法:首先应先将螺杆从启闭机预留洞口放至闸门吊耳位置,将螺杆下端与闸门门板的吊耳联接(销轴联接),然后将启闭机底座与电动装置分离(将联接螺栓松开)取出启闭机底座的螺母套,接下来将启闭机底座从螺杆上端套入,装入螺母至启闭机底座,调整机座及螺杆与闸门的垂直位置(必须与闸门轴心调整到同一直线上),接下来装上电动装置(将联接螺栓紧固),再将启闭机座上的连接钢板与预埋板焊接,即完成闸门及启闭机、螺杆的安装。 5. 试验:安装好后启闭2-3次,检查启闭时是否灵活可靠。



铸铁闸门的铸铁检验标准有以下几种: 1. 尺寸检验:检验铸件尺寸是否对应零件图纸要求,加工面尺寸精度能否满足装配使用; 2. 外观检验:铸件表面不允许有未清理彻底的砂子和杂物等; 3. 铸件缺陷:铸铁闸门表面不允许有缩松、缩孔、气孔、裂纹、皮缝、缺肉等缺陷或现象; 4. 性能报告:力学性能(包括抗拉强度、屈服强度、延伸率、硬度、压力指标或者进行必要的低温性能检验) 5. 化学检验:提供化学成分报告,观察其化学成分是否按照目标成分设计; 6. 金相报告:铸铁闸门的球化率、球化等级等。


铸铁镶铜方形闸门:明杆式 ZMQF DN300~DN2500mm 2、铸铁镶铜闸门主要性能指标: a)闸门密封面配合间隙≤0.1㎜,密封座厚度大于10㎜。 b)密封面每米长度渗水量:正向≤0.7L/min ·m 反向≤1.25L/min ·m c)公称压力≤0.1Mpa;密封试验压力0.1Mpa。 d)工作环境:温度-20℃~120℃ 湿度:95% 工作介质:水与污水PH值:5~10 e)安装位置:正常状态下正向迎水、处于铅垂状态。 f)工作水头:单向受压:正向:10m 反向:5m 双向受压:均为10m g)启闭速度:不小于0.2m/min,不大于1.5m/min。 h)闸框距边壁距离≥300㎜,距池底距离≥150㎜~250㎜。



