


为了让您更地了解我们的镀锌管焊管库存齐全厂家直供,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:镀锌管焊管库存齐全厂家直供的图文介绍

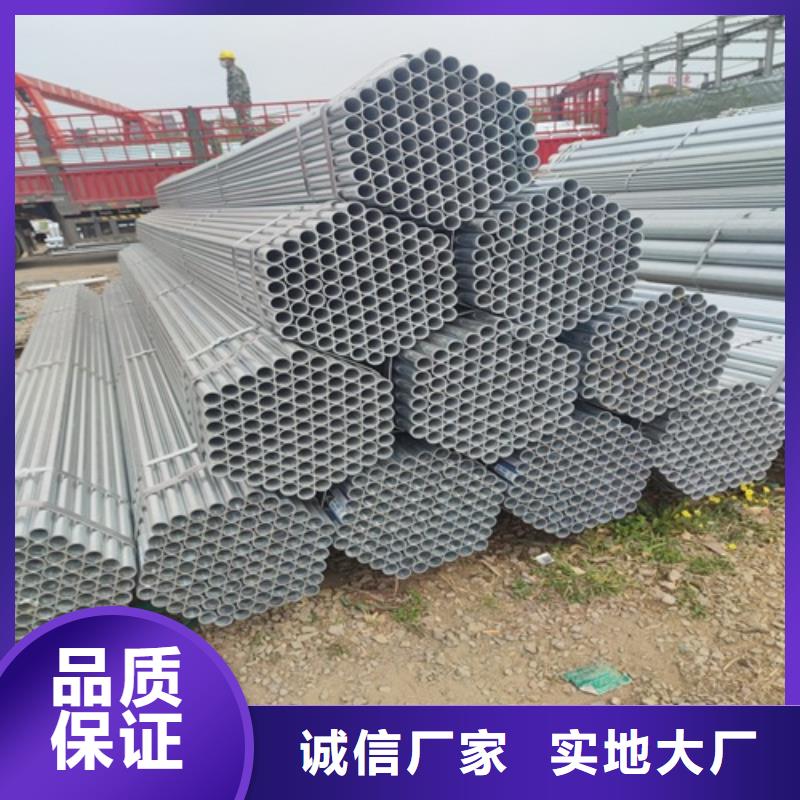
热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。


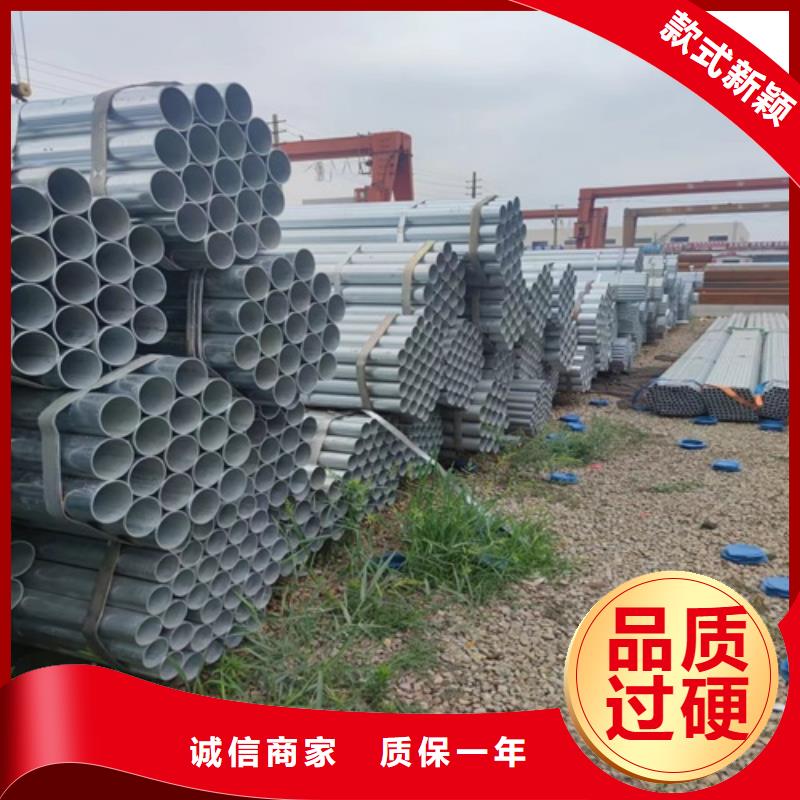
镀锌管的表面除锈及清洗方法 镀锌管使用一段时间后生锈了就非常令人讨厌了,接下来无锡泉友焊管有限公司给大家讲一讲镀锌管的表面除锈及清洗方法,具体内容如下: 对于镀锌管常用的环氧类、乙烯类、酚醛类等防腐涂料的施工工艺,一般要求镀锌管表面达到近白级(Sa2.5)。实践证明,采用这种除锈等级几乎可以除掉所有的氧化皮、锈和其他污物,锚纹深度达到40~00μm,充分满足防腐层与镀锌管的附着力要求,而喷(抛)射除锈工艺可用较低的运行费用和稳定的质量达到近白级(Sa2.5)技术条件。 镀锌管的清洗和预热:在喷(抛)射处理前,采用清洗的方法除去表面的油脂和积垢,镀锌带厂家采用加热炉对管体预热至40一60℃,使镀锌管表面保持干燥状态。在喷(抛)射处理时,由于镀锌管表面不含油脂等污垢,可增强除锈的效果,干燥的镀锌管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的镀锌管表面更加洁净。



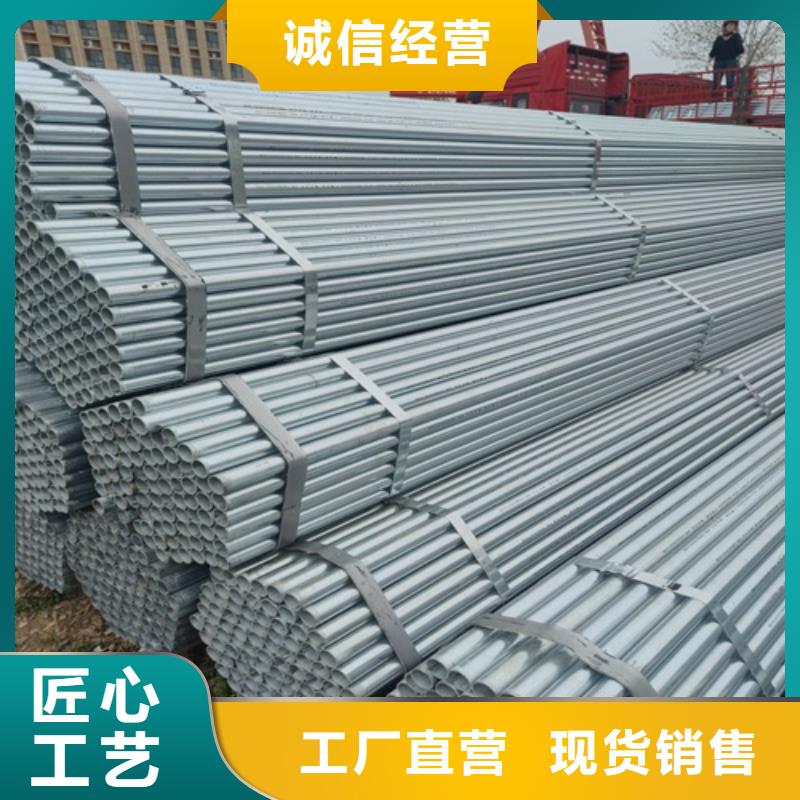
镀锌钢管高质量特点 在加工镀锌钢管的过程中,要经过很多步骤才能得到这样的优质管材。 根据菏泽市无缝钢管冷作硬化的淘汰,可以获得比较满意的铝合金成分。其生产工艺机械设备为光亮淬火设备,主要用于不锈钢板材产品在维护气氛下的淬火和回火热处理。当镀锌钢管的应用特性不同时,对光亮热处理后的铝合金成分要求不同,因此光亮回火热处理的生产工艺也会有所不同。冷拔后,镀锌钢管的原材料会留下热应力,热应力对水管的抗晶间腐蚀开裂性能不是很好。各级冷拔导致原材料对晶间腐蚀开裂的敏感性急剧增加。 冷拔等级也会对奥氏体不锈钢板的高温长期抗拉强度造成不良破坏。一般工作温度越高或开裂使用寿命越高,冷拔等级越低。从上面的详细说明可以看出,镀锌钢管调质热处理的加工工艺比较复杂,要获得合格的铝合金成分,就需要调整机械的室内空间。光亮淬火设备的制冷工段设备相当大。因此,目前的光亮淬火设备一般在其制冷段采用强对流制冷,并设置三个制冷段,可独立调节风量。热轧卷板沿总宽度方向分为三段,根据风量排水法调节热轧卷板总宽度方向的冷却速度,以控制板形。 镀锌管质量简单,用钻孔机制造。镀锌钢管的所有原材料在整个过程中都经过了 热处理工艺。 数控磨床可定制不同型号和规格。它易于携带,使液压系统在日常任务中不易损坏。 表面喷涂处理应持之以恒,达到一定的平整度和平整度。 否则,液压系统将承受以耳轴为支点的直线载荷。 液压系统末端的针孔应与耳钉的针孔一致。 在发动机油底壳和液压系统的中间应设置一个支撑点。 液压系统的地面非常大。



鹏鑫钢铁(攀枝花市分公司)十分注重 无缝钢管产品质量,始终坚持以质量求生存、以信誉求发展的经营宗费时,积累了多年专业制造生产 无缝钢管的经验,不断完善管理制度,超越自我,不断追求 无缝钢管产吕的完美而不懈努力!我们可以根据您的需求定制、设计等一系列服务。
鹏鑫钢铁(攀枝花市分公司)真诚期 待为您创造更多的空间,携手共进,共创辉煌!


