


不要犹豫,点击播放我们的不锈钢无缝管不锈钢卷精工细致打造产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:不锈钢无缝管不锈钢卷精工细致打造的图文介绍

45#精密钢管调质件淬火后的硬度应该达到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就说明工件未得到完全淬火,组织中可能出现索氏体甚至铁素体组织,这种组织通过回火,仍然保留在基体中,达不到调质的目的。 45#精密钢管淬火后的高温回火,加热温度通常为560~600℃,硬度要求为HRC22~34。因为调质的目的是得到综合机械性能,所以硬度范围比较宽。但图纸有硬度要求的,就要按图纸要求调整回火温度,以保证硬度。如有些轴类零件要求强度高,硬度要求就高;而有些齿轮、带键槽的轴类零件,因调质后还要进行铣、插加工,硬度要求就低些。关于回火保温时间,视硬度要求和工件大小而定,我们认为,回火后的硬度取决于回火温度,与回火时间关系不大,但必须回透,一般工件回火保温时间总在一小时以上。无缝钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)


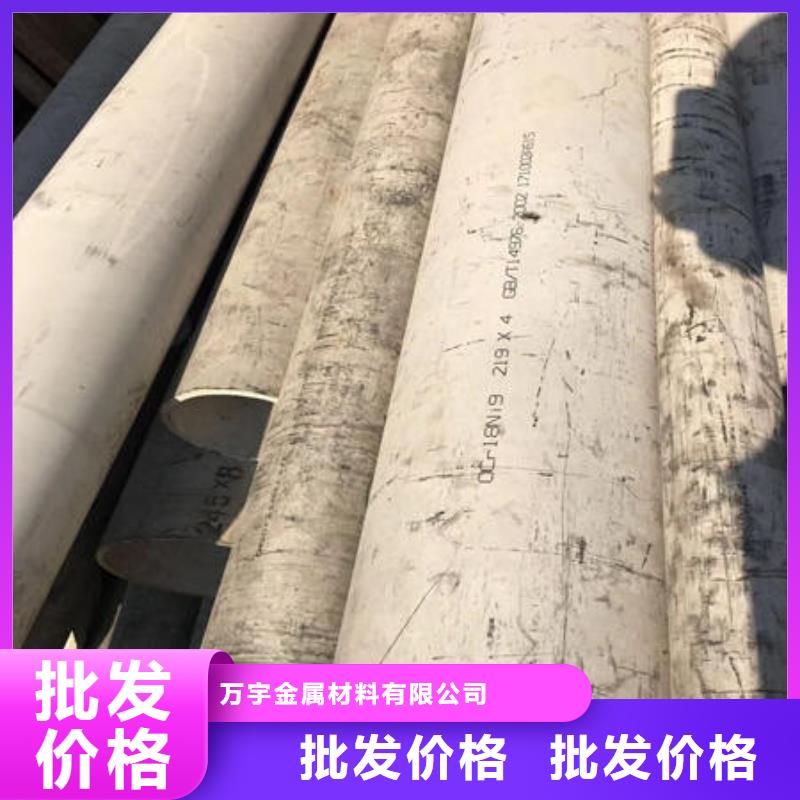
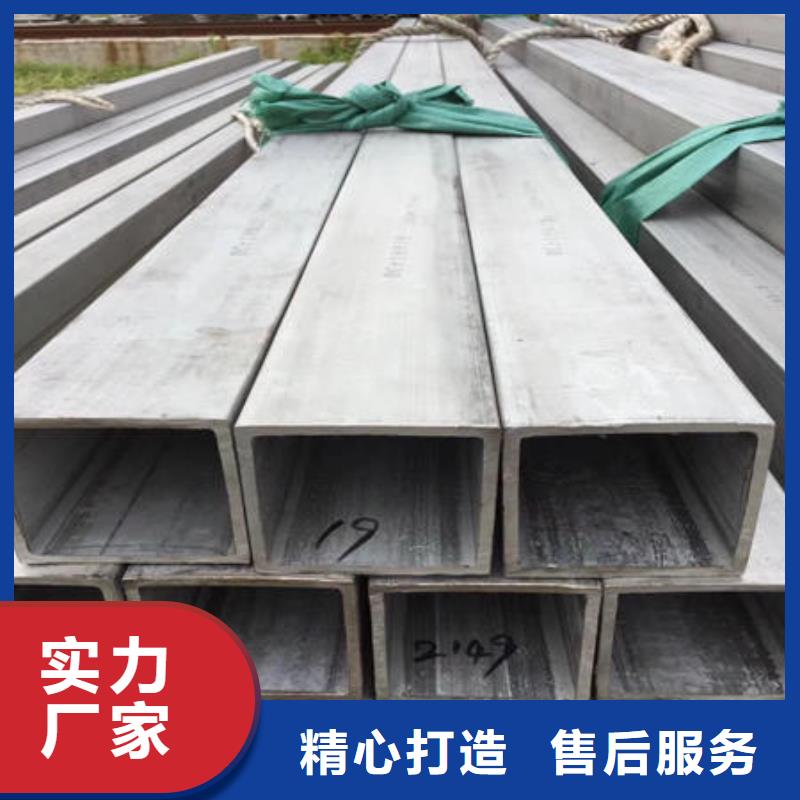
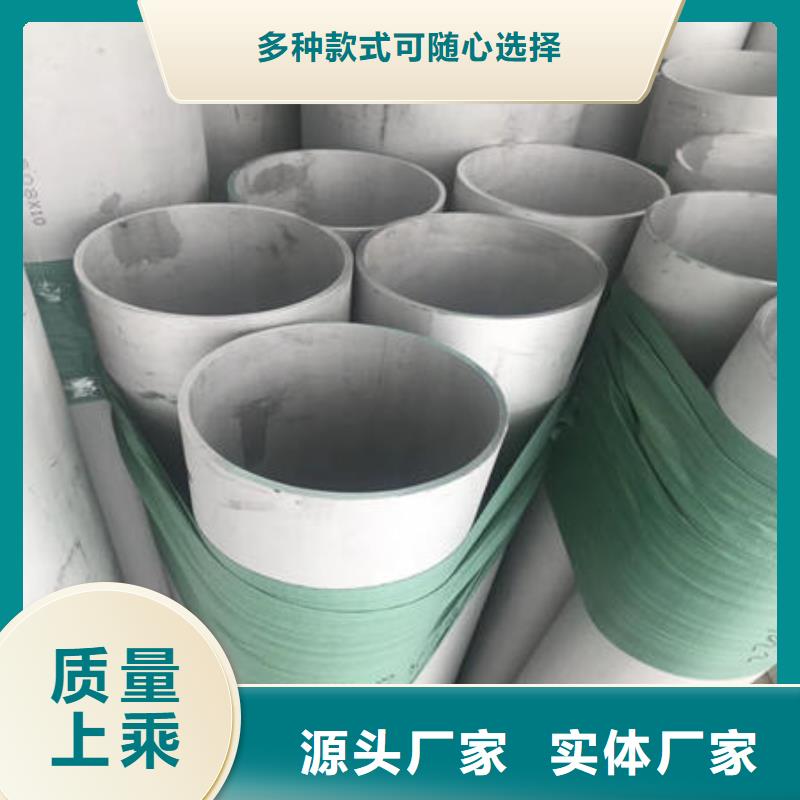
无缝钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等;按外形分类有圆形管、异形管之分。异形管除方形管和矩形管外,还有椭圆管、半圆管、三角形管、六角形管、凸字形管、梅花形管等;按材质的不同,分为普通碳素结构管、低合金结构管、优质碳素结构管、合金结构管、不锈管等;按专门用途分,有锅炉管、地质管、石油管等。
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
#
热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm;外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差;钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
#



万宇金属材料(汉中市分公司)深入了解您的每一个需求,为您提供适合全套的 不锈钢无缝管方案设计,致力于您的 不锈钢无缝管使用感受。



渗透探伤:荧光、着色、检测钢管表面缺陷。钢管理化性能检验:拉伸试验:测应力和变形,判定材料的强度(YS、TS)和塑性指标(A、Z)纵向,横向试样 管段、弧型、圆形试样(¢10、¢12.5)小口径、薄壁 大口径、厚壁 定标距。备注:试样断后伸长率与试样尺寸有关 GB/T 1760冲击试:CVN、缺口C型、V型、功J 值J/cm2标准试样10×10×55(mm) 非标试样5×10×55(mm)硬度试验布氏硬度HB、洛氏硬度HRC、维氏硬度HV等液压试验:试验压力、稳压时间、 p=2Sδ/D钢管工艺性能检验过程:压扁试验:圆形试样 C形试样(S/D>0.15) H=(1+2)S/(∝+S/D)L=40~100mm 单位变形系数=0.07~0.08环拉试验:L=15mm 无裂纹为合格扩口和卷边试验:顶心锥度为30°、40°、60°弯曲试验:可代替压扁试验(对大口径管而言)钢管金相分析:高倍检验(观分析):非金100xGB/T 10561 晶粒度:级别、级差组织:M、B、S、T、P、F、A-S脱碳层:内、外。A法评级:A类-硫化物类-氧化物 C类-硅酸盐 D-球状氧化 DS类。低倍试验(宏观分析):肉眼、放大镜10x以下。酸蚀检验法。硫印检验法(管坯检验,显示低培组织及缺陷,如疏松、偏析、皮下气泡、翻皮、白点、夹杂物等。塔形发纹检验法:检验发纹数量、长度及分布。



