




河道护栏LED防护栏杆品质做服务产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:四川遂宁河道护栏LED防护栏杆品质做服务的图文介绍
绿洲金属科技(遂宁市分公司)成立于2017年,坐落于风景优美、人文荟萃的——四川遂宁。公司长期致力于【灯光防撞护栏】产品的生产研发工作,公司具有良好的企业形象和品牌形象,常年参加国内外大型专业【灯光防撞护栏】展。公司视质量为生命,严格执行各项工艺标准和操作规程,严格控制每一个生产流程与细节,确保质量的稳定性和【灯光防撞护栏】产品的完善性。公司秉承质量、求实、求新、服务的宗旨,本着服务大众的精神,更以优良的质量,完善的售后获得了广大用户的信赖。热忱欢迎广大用户光临惠顾!


汉白玉河道护栏多少一米?汉白玉河道护栏大概再200-1000元一米的区间都有,我们不了解的话可以到爱采购、1688等主流正规的b2b平台搜索产品获取大概的价钱,也可以直接咨询厂家获取报价。汉白玉河道护栏产品的类型、材质等也比较多。具体的价格会根据材质、厂家等因素决定。 如果您有采购汉白玉河道护栏相关需求,欢迎直接咨询我们,专业的桥梁护栏、护栏厂家。河道护栏是建立在桥梁、河道上的护栏产品,河道护栏对保护人身和车辆有非常重要的作用,对于桥梁护栏的防撞的性能是比较凸显的,特别是对于车辆以及人的保护作用是比较强大的,其中主要的提高防撞的性能,特别是对于车辆的撞击,一定要抗击能力强,防止车辆进行水中,发生生命危险。对于桥梁护栏的防撞能力是至关重要的。桥梁护栏是用于高速路或者跨河而过的桥梁上面的,装桥梁护栏的目的是防止车辆和行人发生意外事故越出桥面,其次又起到了美化公路和桥梁的作用。



防撞河道护栏立柱的高度应该如何控制: 防撞护栏立柱的顶面是否平顺,决定了防撞护栏板顶面的平顺,防撞护栏立柱高度是影响防撞护栏线形的很大因素。 在初的防撞护栏施工中,我们都是假设路缘石按设计标高,按照施工图纸,防撞护栏立柱顶面标高高出路缘石70cm,打入根防撞护栏立柱时,当打入到立柱顶面至路缘石顶面70cm时, 在打桩机导杆上记录下桩锤的位置, 以后每打一根防撞护栏立柱,当桩锤下落到记下的位置时就说明立柱已经打到位了。 这样路缘石顶面的不平顺就反映到防撞护栏立柱顶面,终使得防撞护栏护栏板整体不平顺,由于防撞护栏立柱的高低校起来费工费时,难度又大。 可以采用下面控制立柱顶面高度的方法,先以路面设计标高算出路缘石顶面设计标高,再根据防撞护栏立柱顶面应高出路缘石顶面70cm算出立柱顶面标高, 然后打入防撞护栏立柱时,对每根防撞护栏立柱进行测量。 但这样虽然保障了防撞护栏立柱顶面平顺,但由于路面实际标高与设计标高之间存在误差,而且误差较大,所以会出现一行立柱距路缘石顶面高度不一致的现象。 有时会有防撞护栏立柱顶面距缘石顶面大于70cm,有的小于70cm,同样影响美观,而且这种方法比较繁琐。 在后来的施工中,找到了一种既简单又能保障防撞护栏板线形的方法: 首先用水准仪对每一个立柱位置的十字线进行水准测量(不需水准点, 只测相对标高), 根据这些数据计算出坡度,具体算法如下:假设架一次水准仪测n个桩位, 用第n个数减去个数, 所得值除以(n-1), 得出一个值a。 个位置立柱高70cm, 第二个位置立柱高应为个数减去第二个数, 再减去a, 再加上70cm即为要得到的立柱高, 第3、4…n个位置立柱高依次类推, 在每一个将要打入的防撞护栏立柱上用红铅笔划出打入深度。 这样既保障了防撞护栏立柱顶面高度的平顺,又能使立柱顶距路缘石顶高度误差很小。这种方法效果好,线形通顺美观,工程质量也是非常好的。



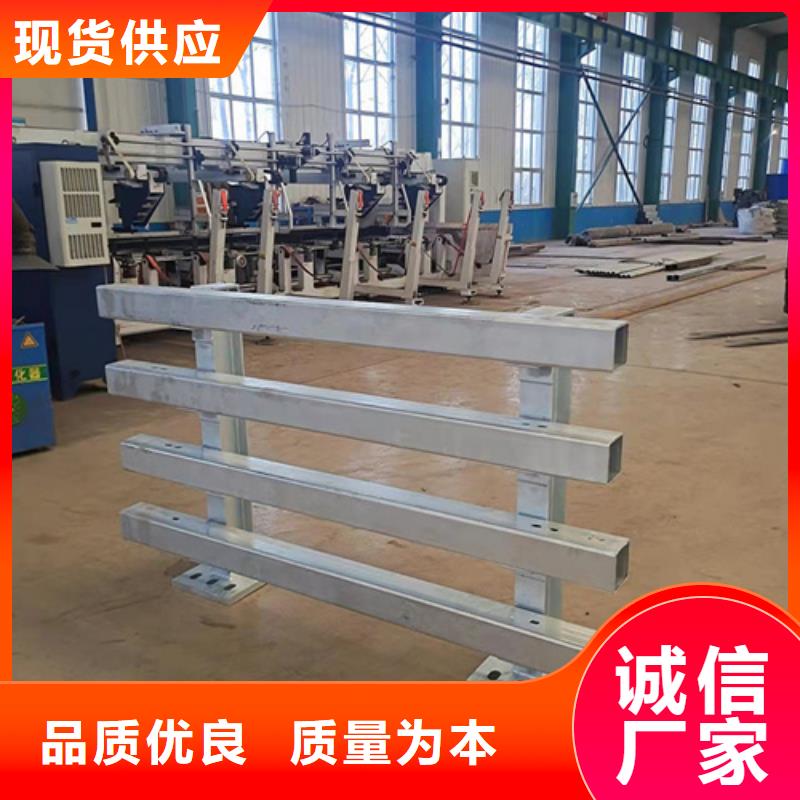
不锈钢河道护栏 产品品牌:聊城绿洲金属产品 产品材质:304/316不锈钢 产品尺寸:常规/定做 产品用途:河道防护栏,公园防护栏 产品特征:坚固、美观、、免护理,便捷方便,无需安装。 严格选材-原材料使用304不锈钢和316不锈钢国标材质。产品厚度足,承受力强,坚固不变形,使用更。 激光切割-外径误差保证在0.2毫米以内、厚度误差0.02毫米以内,弯曲度每米2毫米,误差小。 全缝隙满焊焊接,焊缝不生锈,缝隙小,增加护栏使用寿命,耐腐蚀,环保不氧化。 表面处理-彩色喷涂工艺打造,颜色多样,产品无色差,不掉色,无需维护,时尚美观,经久耐用。



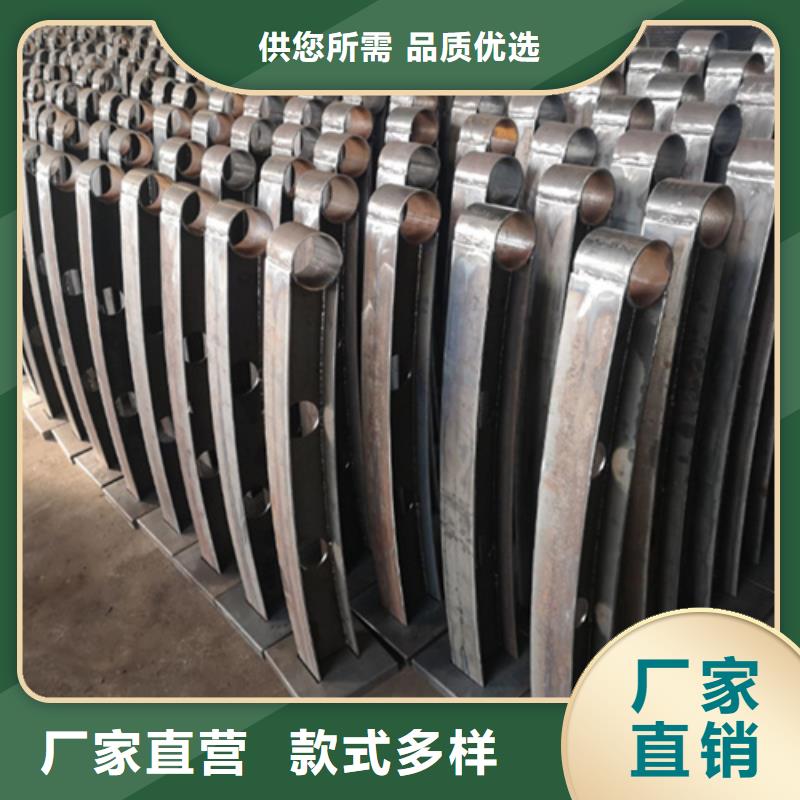
河道护栏具有高韧性、性、易焊接等优点,广泛应用于五金、造船、航天、机械等领域。河道护栏采用无扭转轧制方法,表面洁净光滑、尺寸精度高。 河道护栏裂纹现象及处理方法,河道护栏焊接等操作过程中,操作不当很容易导致河道护栏出现弯曲裂纹现象。修复焊接裂纹的河道护栏。可利用砂轮研磨机裂纹,减少裂缝硬化边缘,再进行渗透探伤检查,确认裂纹。判断裂纹深度选择焊条进行修复,如不锈钢焊条、碳钢电极、电隔离层。 但是在生产过程中由于工艺流程等原因导致不锈钢板产生裂纹。产生裂纹的现象有三种: 1、裂纹处含有夹杂物; 2、沿轧制方向成直线状或锯齿状裂纹; 3、裂纹处皮下气泡暴露并氧化。 种裂纹通常由于未对夹杂物进行处理导致裂纹产生,轧制时,需要对钢水中夹杂物进行清理。
