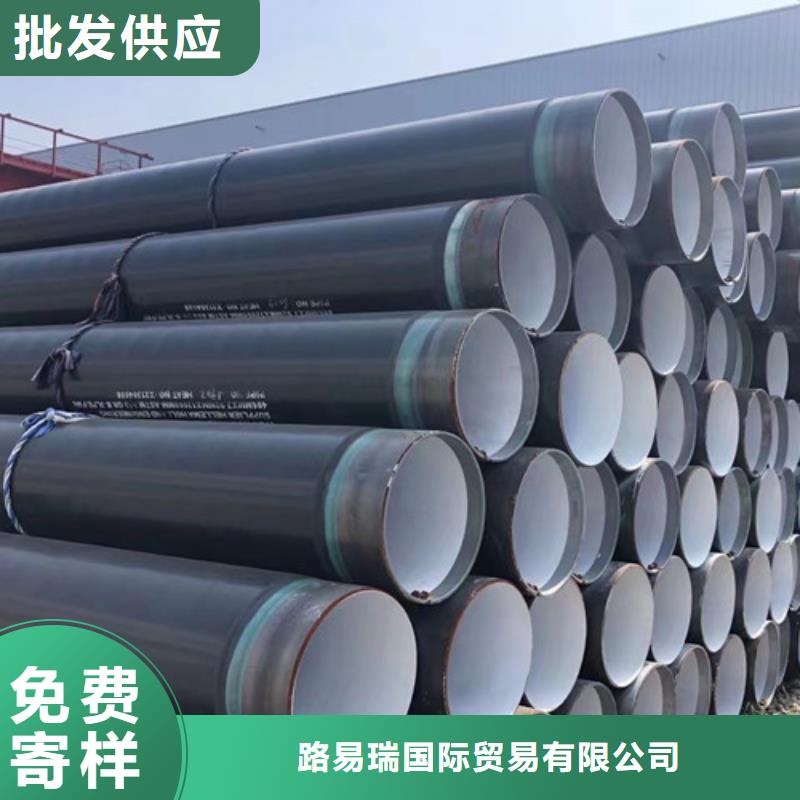

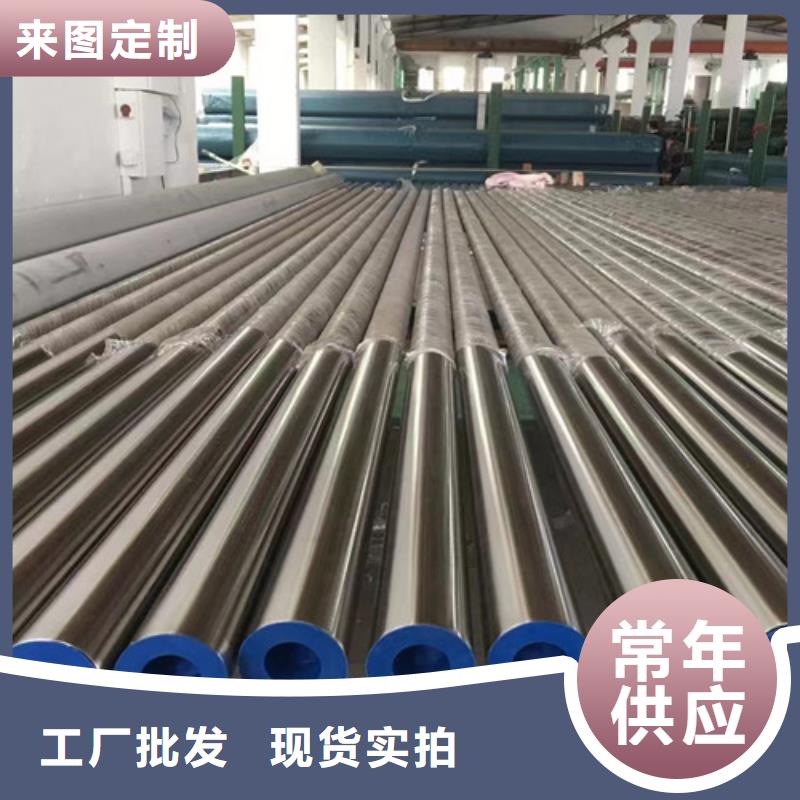



我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让石油套管【Q355B无缝方管】细节展示自己向您展示它的卓越品质和出色性能。
以下是:广东揭阳石油套管【Q355B无缝方管】细节展示的图文介绍
公司主要经营石油套管、油管、N80石油套管、J55石油套管、L245管线管、L360管线管、X52管线管、石油天然气管、L415管线管、地质管、K55石油套管、P110石油套管、L80石油套管,N80Q石油套管、API5 CT石油套管、api石油套管、油管接箍、套管接箍、石油套管接箍、钻杆、扶正器,浮鞋,大小头,筛管,地质勘探管、DZ40地质管、DZ50地质管、R780地质管、API 5L 管线管。我公司以可靠的质量、信得过的产品,ISO9001:2000质量管理体系认证和美国石油协会API认证。产品远销俄罗斯、伊朗、乌兹别克、委内瑞拉、沙特阿拉伯、越南、印尼、伊拉克、智利、印度、几内亚、坦桑尼亚、尼日利亚、卡塔尔、孟加拉国、古巴等市场。 公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品开发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品开发,满足用户的不同需求。 经营宗旨:“以诚为本,互惠双赢”——以优良的产品,低廉的价格,服务于广大新老客户。在此,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。天津路易瑞国际贸易限公司,愿与海内外朋友一起精诚合作,携手共创价值!


石油套管规格表(标准:API 5CT)J55 K55 N80Q L80 P110 P110 P11037Mn5 37Mn5 HS02 HS02 HS02 HS04 25CrNnNo114.3*5.69 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L127*7.52 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L139.70*6.20 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L139.70*7.72 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 168.28*8.94 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 公司主要经营石油套管、油管、N80石油套管、J55石油套管、L245管线管、L360管线管、X52管线管、石油天然气管、L415管线管、地质管、K55石油套管、P110石油套管、L80石油套管,N80Q石油套管、API5 CT石油套管、api石油套管、油管接箍、套管接箍、石油套管接箍、钻杆、扶正器,浮鞋,大小头,筛管,地质勘探管、DZ40地质管、DZ50地质管、R780地质管、API 5L 管线管。我公司以可靠的质量、信得过的产品,ISO9001:2000质量管理体系认证和美国石油协会API认证。产品远销俄罗斯、伊朗、乌兹别克、委内瑞拉、沙特阿拉伯、越南、印尼、伊拉克、智利、印度、几内亚、坦桑尼亚、尼日利亚、卡塔尔、孟加拉国、古巴等市场。



石油套管重量计算 [(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 化学成分 (1)按SY/T6194-96规定。套管及其接箍采用同一钢级。含硫量<0.045%,含磷量<0.045%; (2)按GB/T222-84的规定取化学分析样。按GB223中有关部分的规定进行化学分析; (3)美国石油学会API SPEC 5CT 1988第1版规定。化学分析按ASTME59 版本制样,按ASTME350 版本进行化学分析。 物理性能 (1)按SY/T6194-96规定。作压扁试验(GB246-97)拉力试验(GB228-2010)及水压试验; (2)按美国石油学会APISPEC5CT1988年第1版规定作静水压试验、压扁试验、硫化物应力腐蚀开裂试验、硬度试验(ASTME18或E10 版本规定进行)、拉伸试验、横向冲击试验(ASTMA370、ASTME23和有关标准 版本规定进行)、晶粒度测定(ASTME112 版本或其他方法)。


177.80*8.05 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 177.80*9.19 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L .193.68*8.33 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 219.08*10.16 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 244.48*10.03 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 273.05*11.43 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 339.72*12.19 P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L P.S.L 注: P--平端; S--短圆螺纹; L--长圆螺纹; B--偏梯形螺纹; E--直连型公司主要经营石油套管、油管、N80石油套管、J55石油套管、L245管线管、L360管线管、X52管线管、石油天然气管、L415管线管、地质管、K55石油套管、P110石油套管、L80石油套管,N80Q石油套管、API5 CT石油套管、api石油套管、油管接箍、套管接箍、石油套管接箍、钻杆、扶正器,浮鞋,大小头,筛管,地质勘探管、DZ40地质管、DZ50地质管、R780地质管、API 5L 管线管。我公司以可靠的质量、信得过的产品,ISO9001:2000质量管理体系认证和美国石油协会API认证。产品远销俄罗斯、伊朗、乌兹别克、委内瑞拉、沙特阿拉伯、越南、印尼、伊拉克、智利、印度、几内亚、坦桑尼亚、尼日利亚、卡塔尔、孟加拉国、古巴等市场。



路易瑞国际贸易(揭阳市分公司)经销批发的 C型工字钢在消费者当中享有较高的位置,公司与多家零售商和代理商建立了长期稳定的关系。公司经销 C型工字钢价格合理。路易瑞国际贸易(揭阳市分公司)实力雄厚,重信用、守合同、保障产品质量,以多品种经营特色和薄利多销的原则,获得了广大客户的信任。 以先进的性能,可靠的质量,优质的服务将是您的z u i佳选择。公司遵循现代企业经营管理的理念,持续进行技术革新和新产品开发。因为我们专业,更因为我们努力,所以用户放心,更满意。全体员工热切期待着您们的光临与合作,共同发展。
