


我们的现场实拍视频将带您走进不锈钢板加工定制定做产品的世界,产品视频细节之美一览无余!
以下是:不锈钢板加工定制定做的图文介绍

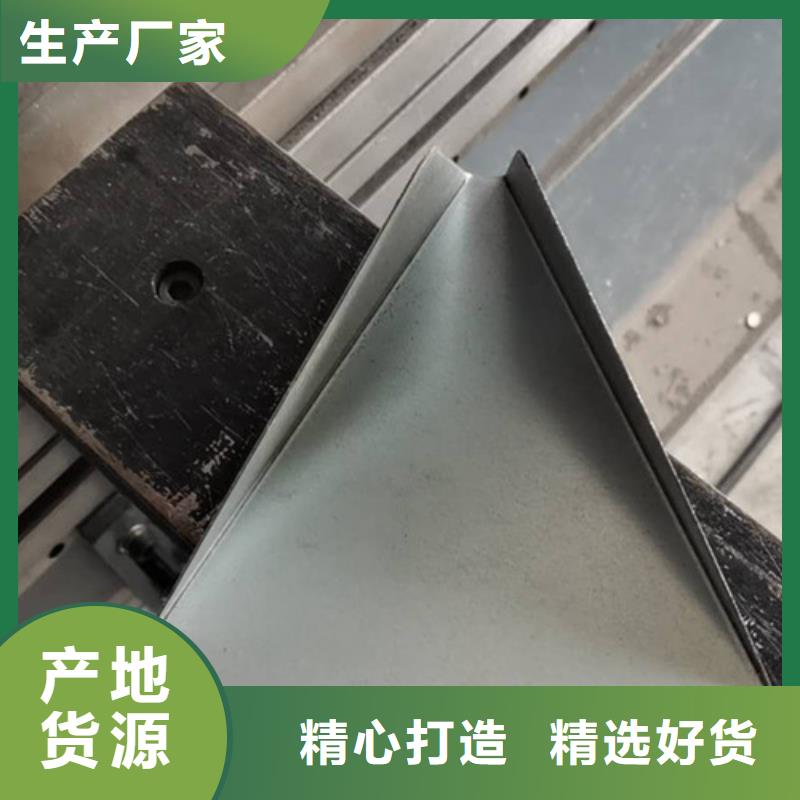
在使用状态下以铁素体组织为主的不锈钢。含铬量在11%~30%,具有体心立方晶体结构。这类钢一般不含镍,有时还含有少量的Mo、Ti、Nb等到元素,这类钢具导热系数大,膨胀系数小、抗氧化性好、抗应力腐蚀优良等特点,多用于制造耐大气、水蒸气、水及氧化性酸腐蚀的零部件。这类钢存在塑性差、焊后塑性和耐蚀性明显降低等缺点,因而限制了它的应用。炉外精炼技术(AOD或VOD)的应用可使碳、氮等间隙元素大大降低,因此使这类钢获得广泛应用。 不管对于什么样的产品,生产工艺永远都是重要的,一个好的生产工艺可以让产品变得更加出众和完善,304不锈钢板也是这样,并且在304不锈钢板系列的生产加工上面还有这非常多且严苛的要求。


尤其是在建筑行业,因为这个行业关乎到人的生命财产。所以都是选用的抗压性能和抗拉性能比较好的不锈钢板。再有就是工业建筑的屋顶和侧墙。在这些应用中,物主的建造成本可能比审美更为重要,表面不很干净也可以。 在干燥的室内环境中使用304不锈钢效果相当好。因为前几年才发展起来的3D打印行业,在不锈钢板的选用上面需求也是的大,因为不锈钢板本身的耐腐蚀性能比较好,所以在高温的打印环境下,能够发挥出不错的成绩,这也是能够迅速的发展的必要条件之一。 不锈钢薄板拘束度较小,在焊接过程中受到局部加热、冷却作用形成了不均匀的加热、冷却,焊件会产生不均匀的应力和应变,焊缝的纵向缩短对薄板边缘的压力超过一定值时,即会产生较严重的波浪式变形,影响工件的外形质量。 解决不锈钢薄板焊接时烧穿、变形的主要措施有:01严格控制焊接接头上的热输入量,选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度);02通常对薄板焊接一般采用较小的喷嘴,但我们建议尽量采用大的喷嘴直径,这样使焊接时的焊缝保护面大一些,能有效且较长时间隔绝空气,使焊缝形成较好的抗氧化能力强。



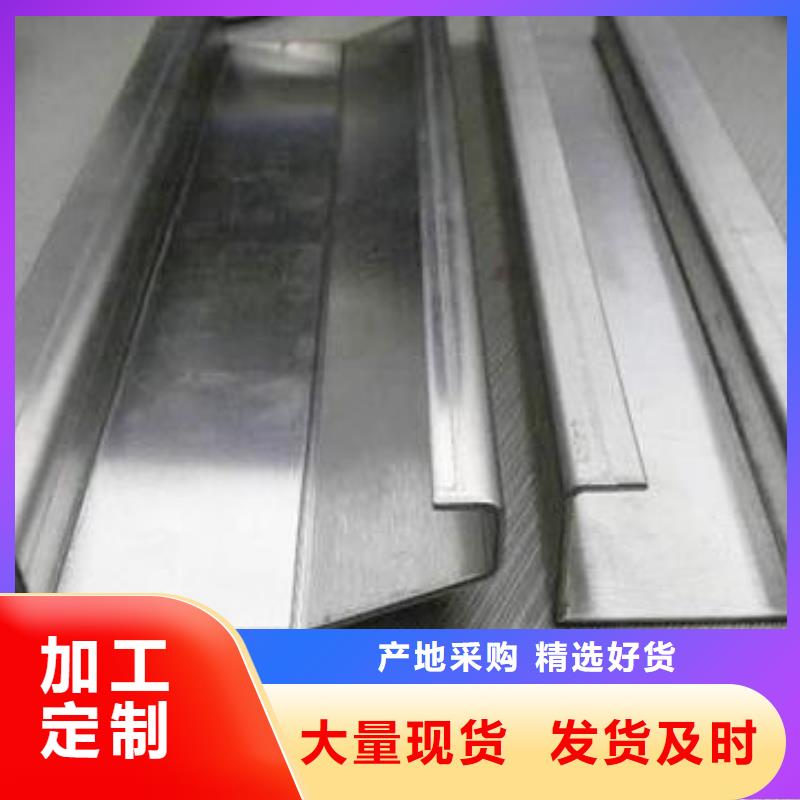
数十年来,中工金属材料(驻马店市分公司)始终引导 不锈钢板加工制造品质,并持续沉淀,创立数字化,自动化,模具化的工艺标准,各主要 不锈钢板加工部件已实现专业化、 规模化生产,绝大多数 不锈钢板加工产品可以满足客户短时间交货的需要。



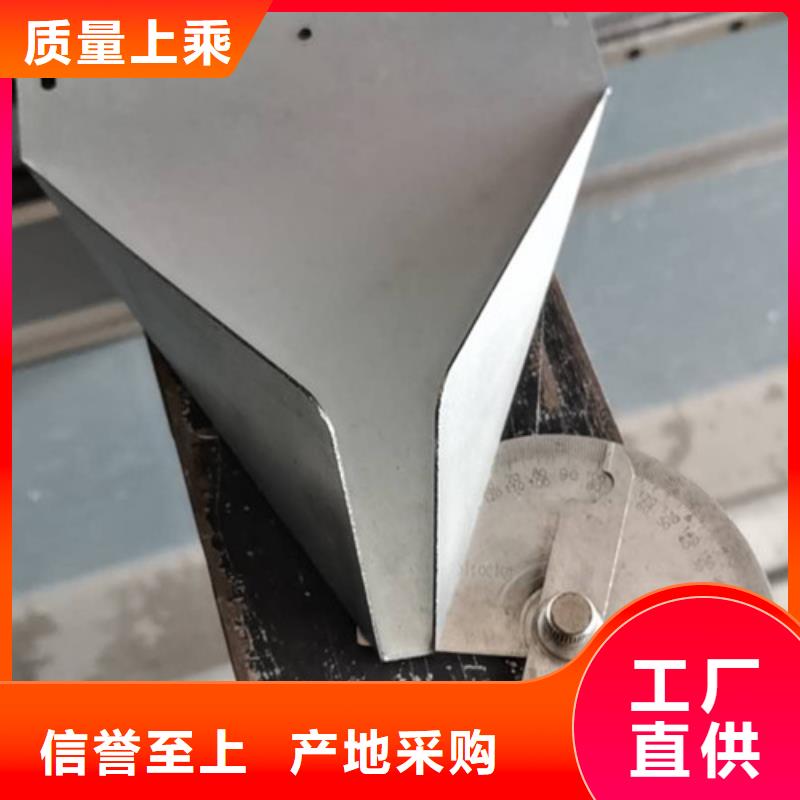
焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。 切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙正确时才能不发生切变不良和加工硬化, 采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。 簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。 施工以及施工留意点:为了防止施工时产生划伤以及污染物附着,贴膜状态下进行不锈钢施工。但是随着时间的延长,粘贴液的残留按照贴膜使用期限,施工以后除掉贴膜时应进行表面洗涤,并使用专用不锈钢工具,与一般钢清洁公用工具时,为了不让铁屑粘着应进行清扫。 应留意不让具有很强腐蚀性的磁性以及石奢清洁用药物接触到不锈钢表面,若接触时应立即进行洗涤。施工建设结束后应用中性洗涤剂以及水洗涤表面附着的水泥、粉灰等到物。



