



想要更直观地了解止水紫铜片10年经验厂家产品吗??产品视频,带你走进产品世界
以下是:河南焦作止水紫铜片10年经验厂家的图文介绍

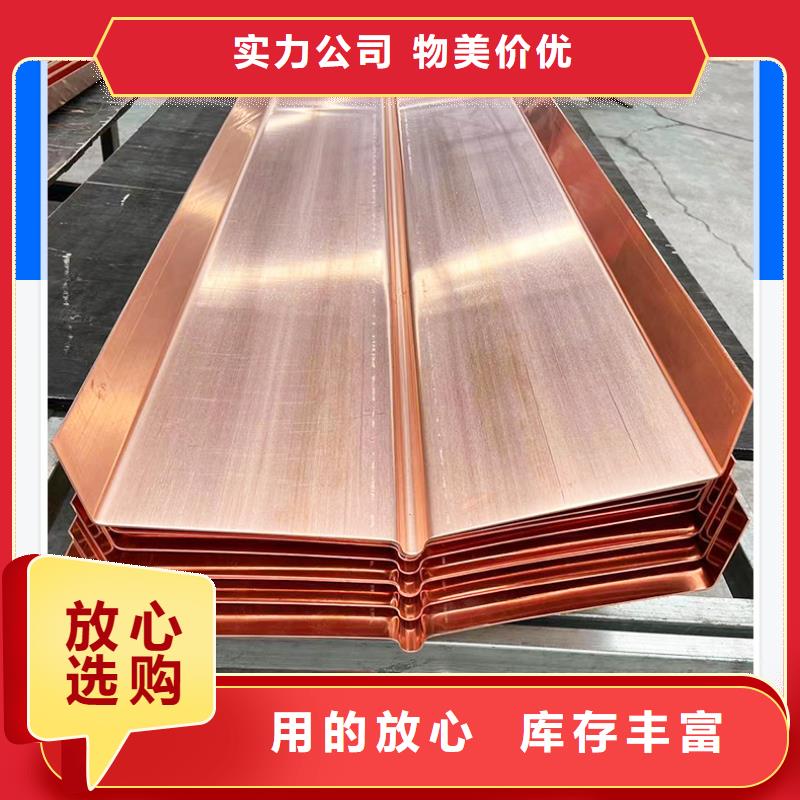
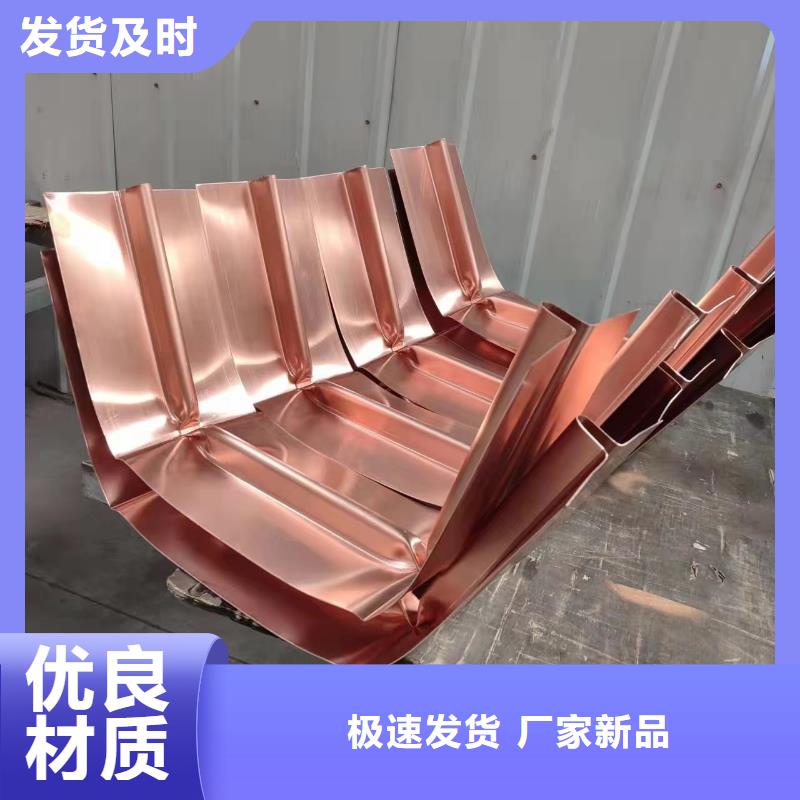
止水铜片铜止水焊接过程中,易出现焊接不牢固、有孔洞砂眼等情况,河南焦作止水铜片同时由于铜止水具有良好的加工塑性,因此在焊接过程中也易产生变形。为了防止焊接变形,可以采用将紫铜止水的接头点焊牢固后,再才对接头施焊,焊接时不断向焊缝加入硼砂,同时用铁棒或扳手下压,或者敲击焊缝接头,使接头连接处,结合密切紧凑,以便于焊接顺利进行。 铜止水是应用在高级水工建筑中常见的止水材料,铜止水可应用于水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体孔内的孔洞止水、厂房止水、溢流面下橫缝止水系统等。而铜止水的厚度,跟水工建筑的止水效果有直接联系。随着紫铜止水厚度的增加,其耐用性呈线性上升趋势。而铜止水的厚度,根据不同的工程需要,可加工为0.5mm~20mm。由于紫铜止水常用于发电站、止水大坝、桥梁止水以及隧道止水,其厚度常常采用1mm,1.5mm,2mm等。


在止水铜板的安装固定过程中,河南焦作止水铜片采用什么方法能取到事半功倍的作用?在止水铜板刚开始安装采用的钢筋挂钩,加工钢筋挂钩比较费力,在安装时不好用,同时止水加固也不是很牢固,因此采取托架形势和”T”型小钢筋弯头,成功解决了难题。在安装止水铜板之前,把托架安装好,托架分成两部分,一部分在先浇的快内,另 一部分在后浇快内。 这样的托架形势解决了钢筋过缝的问题,用小钢筋弯头把止水加固牢靠而不发生移动,在止水铜片接头焊接时可采用夹具代替,同时夹具分成两部分,一部分是凹 模,用于止水铜片突出一面,另一部分是凸模,用于止水铜片凹进去的一面,夹具长款比止水宽,夹具通过螺栓连接,在接头的部位,用夹具把两块止水夹紧,流出 焊接位置。 提醒广大的止水铜片订购客户,由于年底订单量大幅增加,而止水铜片的加工流程以及质量要求同样需要严格控制、把关 ,因此我厂工作人员已经实行轮班制,加班加点赶工。即使实行24小时工作制,但是不同产品规格、型号仍不可同时加工,因此,为了避免延误工期,影响施工进程,建议重庆融能公司广大的止水铜片订购客户,提前安排好订货时间,感谢所有新老客户的支持!



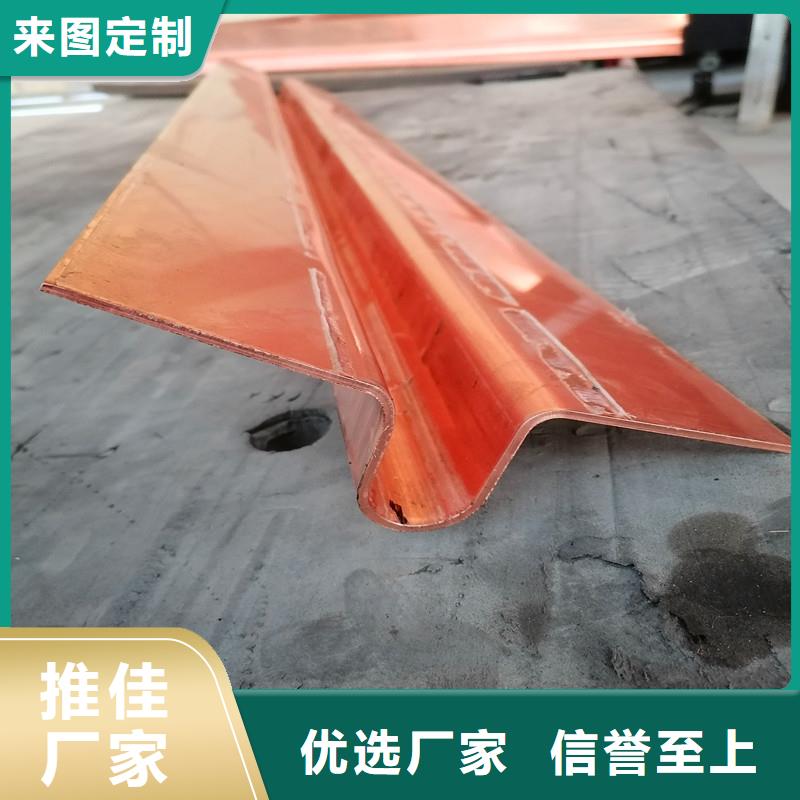
我们知道无论是普通的住房建筑,河南焦作止水铜片还是大型的防水大坝、大电站或者桥梁,都需要防水,而水利水电工程,均是采用铜止水片作为防水材料。那么为何一定要用铜止水片呢?顾名思义,铜止水片是为了止水、防水而存在。而我们的水工建筑,在施工过程中,不可能一次完成,那么在进行混凝土浇筑的过程中,各个浇筑体之间由于湿度不一,会形成一道裂缝。而在使用过程中,由于有这一道裂缝(施工缝)的存在,建筑体就会发生渗漏。为了防止渗漏的情况出现,因此在这个施工缝处设置止水铜片,以达到防水、止水的目的。 铜止水片是由99.8%以上的纯铜熔铸锻造延压而成,防水性能良好,因此别广泛的应用于各大水工建筑当中,由于纯铜在空气中氧化肉眼成紫红色,因此又称紫铜止水。铜止水片为水工建筑重要的止水系统,而止水系统均需设置分缝或止水缝以实现止水材料的安装的,这样设置的目的是为了减少地基发生不均匀沉降、温度变化和砼干缩引起的底板断裂和裂缝,也称 缝。而我们就是用止水缝的方向或位置来区别是垂直止水还是水平止水。 我们将那些设置在墙上的止水缝称为垂直止水或铅直止水;而将设置在底板以及连接处的称为水平止水。当然,在各个交界处或连接处需要设置止水铜片接头。



现公司有大量 pp杜拉纤维,将以优惠的价格,批零兼营的方式,为您提供快捷的服务,欢迎新老客户前来洽谈、电议。公司可为用户订做各种特殊规格,材质 pp杜拉纤维,交货及时,质量优,量大可以在厂直接发货。金鸿耀工程材料(焦作市分公司)秉承:“顾客至上,锐意进取”的经营理念,坚持“客户为本”的原则为广大客户提供服务。我公司全体同仁衷心欢迎您到我公司参观指导洽谈业务。


紫铜止水的防水效果主要由材料执行标准的达标情况、设计的河南焦作止水铜片止水铜片形状以及安装施工三个方面决定,那么又该满足怎样的标准才能保证紫铜止水的防水效果呢? 首先,紫铜止水的材料要求满足 标准,水工建筑防水铜产品多由T2型材加工而成,其抗拉强度以及延伸率根据要求选择软化退火态(O60抗拉强度大于195MPa,延伸率大于30%)、四分之一硬态(H01抗拉强度215~295MPa,延伸率大于25%)、二分之一硬态(H02,抗拉强度245~345MPa,延伸率大于8%)。 其次,在紫铜止水原材料质量达标的基础之上,为了更大限度的应用其防水作用,止水铜片的设计应尽量含有立腿,铜鼻子深度以及宽度符合正常施工缝标准。 第三,紫铜止水的安装施工方面,确保铜鼻子中心线与施工缝中心线的偏离程度小于5mm,大骨料不能在紫铜止水片周围堆积、下料以及振捣。 紫铜止水焊接件要求无孔洞、斑点、砂眼、裂纹,且表面应光滑,无渗水、漏水现象。 在工厂加工的铜止水片一抽查为主,抽查数量不少于接头总数的20%。而在现场焊接的接头,应逐个进行外观和渗透检查。


