



声测管销售视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:声测管销售的图文介绍
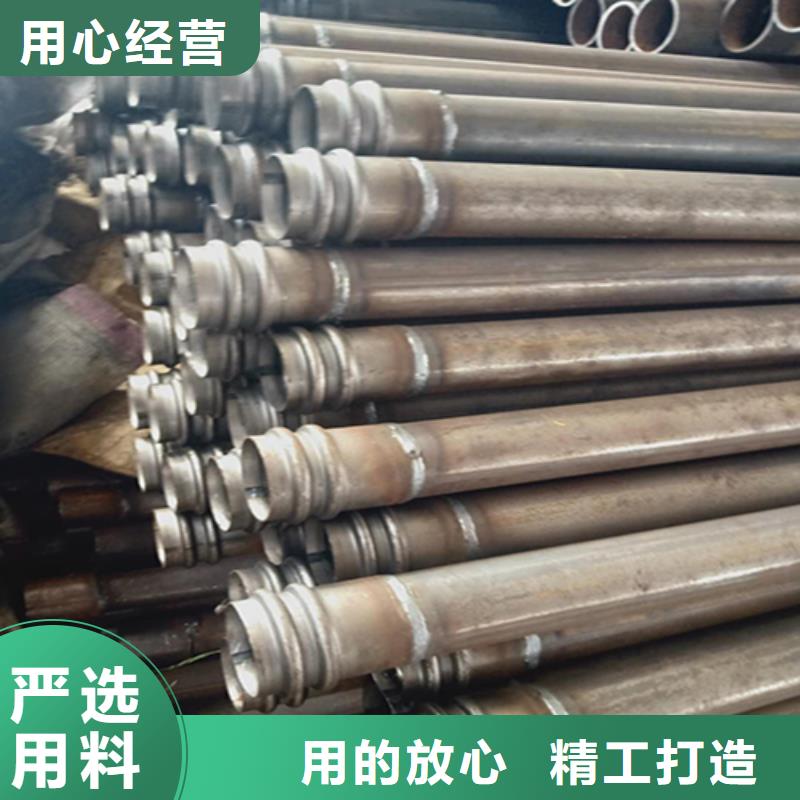
具体内容如下:1、本地外观:用目测和手感检查声测管无毛刺、本地裂缝、本地结疤、本地折叠、本地分层、本地搭焊缺陷、本地划道、本地刮伤、本地焊缝错位、本地烧伤、本地薄的氧化皮。弯度不大于5mm/m2、本地尺寸:外径±1.0%3、本地壁厚:±5%4、本地抗拉强度:(MP)≥315MP5、本地拉伸试验:(伸长率)≥14%6、本地压扁试验:当两压平板间距离为声测管外径的3/4时,应不出现裂纹7、本地弯曲试验:声测管不带填充物,弯曲半径为公称外径的6倍,弯曲角为120°,声测管不出现裂纹8、本地液压试验:声测管两端封口注入水压为5MP时,声测管无渗漏9、本地涡流损伤:声测管焊缝无沙眼、本地裂缝10、本地密封试验:外压P=215S/D无渗漏,接口不变形11、本地内压P=215S/D无渗漏,接口不变形12、本地拉拔试验:在常温下,就应能承受3000N的拉拔力,持续60min连接部分无松动、本地断裂13、本地振动试验:在试验压力1.2MP下,持续10万次振动,接头无渗漏和脱落现象14、本地扭矩试验:扭力距120N.m,持续10min,接头不发生滑移15、本地硬度试验:HRB≥90声测管管壁硬度我公司专业生产声测管,销售声测管,我们的产品经过层层把关,质检,出场,我们都会经过第三方质检。质量符合行业标准。公司坚持不断创新的宗旨,时刻牢记客户至上的原则,努力实现品牌的扩张和企业规模的跳跃!


桩基声测管检测时主要考虑两方面的规范内容。混凝土灌注桩检测规范依据的是:《建筑地基基础工程施工质量验收规范》(GB50202-2002)和《建筑桩基检测技术规范》(JGJ106-2003)中的相关要求。检测内容、本地要求:1、本地单桩承载力桩基声测管厂家序号 方法 混凝土检测介绍1 大应变动测与静载成果的对比律定曲线2 堆载直接法适用于小吨位桩使用百分表等仪器测量下沉变形的方法;3 满载千斤顶法桩基声测管适用于大吨位桩,是先在承载架上堆满试验荷载,靠油压千斤顶分级施加荷载,反作用于桩顶所使用仪器测量同上;4 杠杆千斤顶法适用于中小吨位桩,是用杠杆桁架传力、本地千斤顶反作用于桩顶来完成试验的方法;2、本地混凝土桩身完整性抽检桩基验收检测方案为超声波透射法检测分别为:通过桩基声测管超声波透射法检测,低应变反射波法检测,钻孔取芯完整性检测,钻孔电视检测。3、本地混凝土桩身质量检验主要使用的方法为:射线散射、本地声测、本地激振等无损检验技术。其中混凝土声测管技术的使用是现今被认可的。国内声测管行业统一执行【混凝土灌注桩用钢薄壁声测关及使用要求规范】JT/T705-2007标准。



下一步,再继续完成尚未压减目标的同时,进一步完善并严格执行环保、质量、技术、能耗、等法律法规和标准规范,严查不符合强制性标准和产业政策的声测管落后产能,倒逼落后产能加快退出。落实去产能企业国有资产处置办法,推动国有资产依法处置取得实质性进展,推进去产能行业债务处置。区分不同情形分别采取破产清算、破产重整、债务重组、兼并重组等方式,自主协商形成处置方案,依法公平合理分担处置成本。加快去产能企业剩余矿产资源处置,做好资源价款返还、生态环境修复、采矿许可证注销等相关工作。对于僵尸企业的处置,《通知》要求,加快分类处置“僵尸企业”,确保2020年底前完成全部处置工作。对于长期停工停产、连年亏损、资不抵债,没有生存能力和发展潜力的“僵尸企业”,加快实施清算注销、破产清算、强制注销。对于已丧失清偿能力、但有一定发展潜力和重组价值的“僵尸企业”,加快实施破产重整、兼并重组、债务重组。工业和信息化部原材料司巡视员吕桂新此前在中国声测管发展论坛上表示,目前存在假借铸造铁合金和循环经济名义建设声测管项目,试图将停建冶炼项目恢复建设,违规新上电炉钢等违法违规建设问题。同时,“地条钢”死灰复燃的行为更加隐蔽,仍有个别企业铤而走险,防不胜防。“开展‘回头看’工作,对存在重复置换、虚假置换、批小建大等弄虚作假行为,以及置换方案落实不到位的企业,依法依规实施联合惩戒,对相关责任人加大追责问责力度,强化负面警示,进一步强化声测管行业化解过剩产能的成果。”吕桂新说。附:2019年声测管化解过剩产能工作要点以习近平新时代中国特色社会主义思想为指导,深入学习贯彻 党的十九大和十九届二中、三中全会精神,认真贯彻落实党中央、 国务院关于推进供给侧结构性改革的决策部署,针对化解声测管过剩 产能进入新阶段的新情况、新特点,为更加科学有效做好2019 年化解声测管过剩产能工作,促进声测管行业加快结构调整和转型升级, 制定本工作要点。一、完成既定目标任务。统筹考虑声测管行业兼并重组、转型升级、布局优化等工作,深入推进化解声测管过剩产能。尚未完成压减粗钢产能目标的有关地区、有关中央企业,要继续坚持运用市 场化、法治化办法,力争在2019 年完成目标任务。列入去产能计划的声测管企业需一并退出配套的烧结、焦化、当地高炉等设备。



日升昌钢管声测管厂家(大理市分公司)主营产品: 声测管价格等。我公司以合理的价格、周到的售后服务赢得了市场的信誉。我公司始终将客户的利益放在前面,深知我们的成功取决于您的成功与发展,并把这一理念贯穿于本公司从设计到售后服务的每一个环节,使我们的产品能够帮助客户提高公司效益,降低成本。我们的销售和设计人员会仔细聆听您的要求和需要,根据您的要求和需要进行设计和制造,帮助您获得满意的产品。诚挚欢迎新老朋友前来参观考察指导合作,发挥各自优势,携手共进,再创辉煌!



声测管外观打磨技术要点:1、基础,对声测管进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。2、粗磨,用砂带在三面上往返磨削声测管,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后声测管的粗糙度应能达到R0.8mm。3、半精磨,用砂带按照前面往返磨削工件的方法中磨声测管的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与声测管未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的声测管要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



