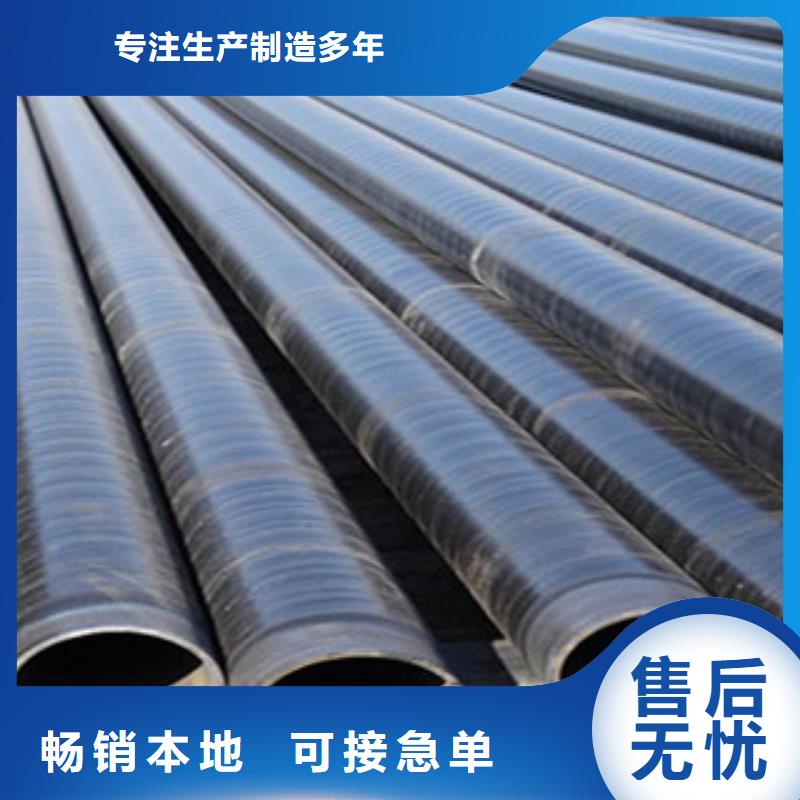


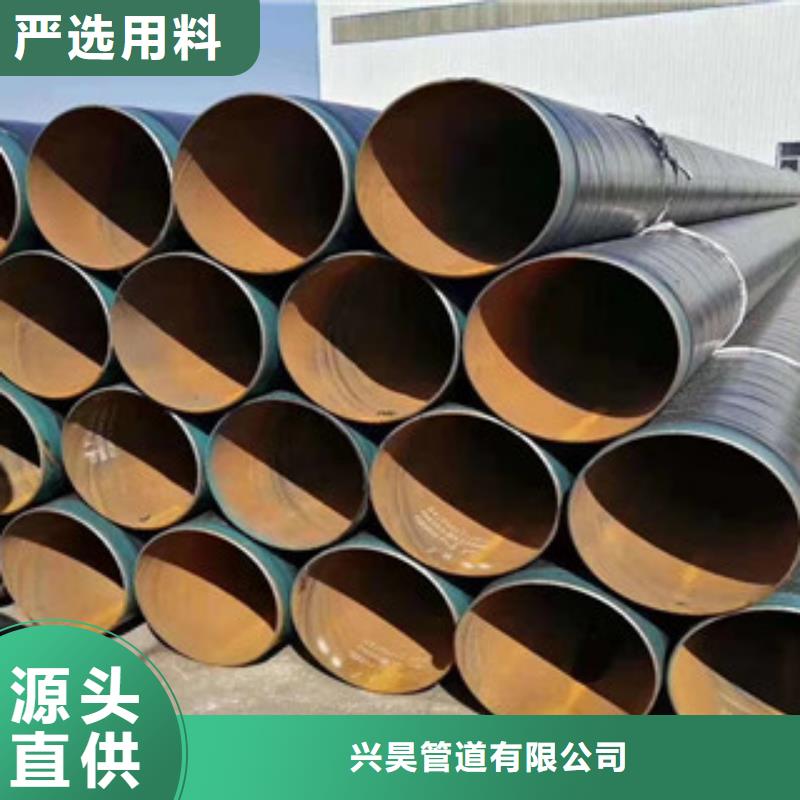


兴昊管道(杭州市分公司)主要生产:【涂塑复合钢管】 等等。公司不断从客户的切身利益出发,站在客户的角度,设身处地的为客户考虑,并结合以自身的专业知识,为客户设计出更合理的工艺产品。同时,我们拥有实践经验丰富、高素质的设计、制造、安装队伍,能按客户所需,结合客户的实际情况,制造生产客户需要的产品。精心的设计、精湛的制造、精细的施工、的服务以及牧阳长期秉持的“让我们共同前进”的理念使牧阳赢得了用户的长期认可和良好的社会信誉。


四川800mm隧道逃生管道还具有优异的冲击能吸收性,冲能吸收值在所有塑料中,因而,噪音阻尼行很好,具有优良的消音效果。
2.优良的抗内压强度,四川800mm隧道逃生管道耐环境应力开类性,抗快速开裂性。
3.耐冲击性。
耐冲击是四川800mm隧道逃生管道的重要特性。四川800mm隧道逃生管道的冲击强度非常高,他比以耐用消费品冲击著称的聚碳酸酯的冲击强度还高3--5倍,其冲击强度随分子量的增加提高。当分子量达到150万时,冲击强度达到值,以后随着分子量增加冲击强度有所降低。
三门峡高分子逃生管道行业典范
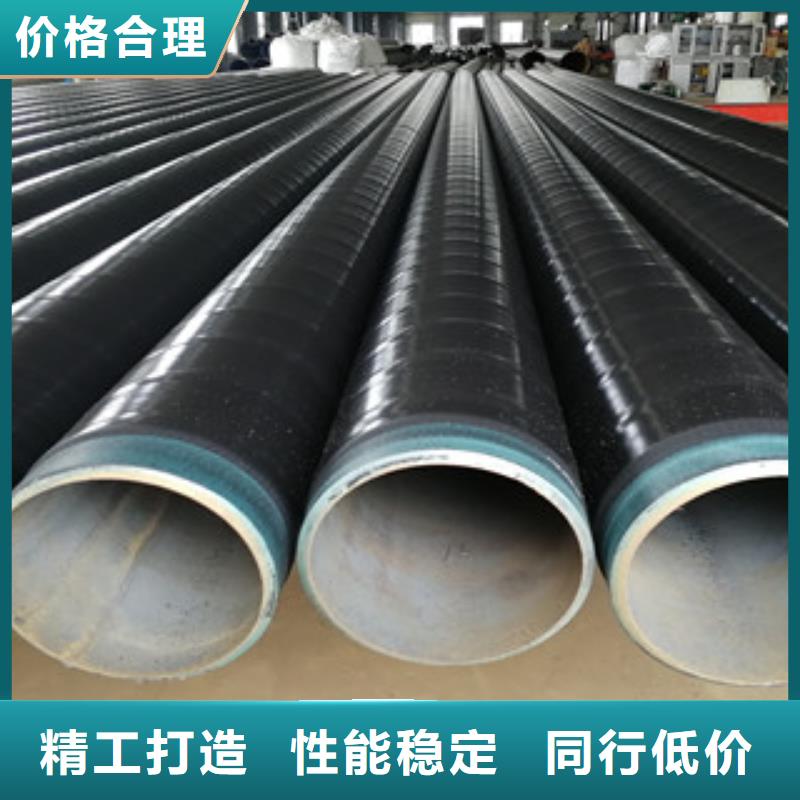
拉近山区城市的捷径就是建设隧道,建设隧道就要为施工人员的做好基础,随之就有了隧道逃生管道的出现。超高分子量隧道逃生管道有耐冲击性、抗压性、耐磨损、抗老化、轻质性,耐化学腐蚀、重量轻、仅为钢管重量的1/8左右,拆装和搬运方便。



3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。


