



镀锌管焊管好货有保障产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:镀锌管焊管好货有保障的图文介绍
无缝钢管厂家直销,可来厂参观考察,以低价格,让利客户,保证售后,一年内 无缝钢管产品质量出问题,免费换新。鹏鑫钢铁(巢湖市分公司)有着十多年生产经验追求品质、不断创新,一切为客户着想是我们的经营理念。因此,我们除了着重产品的质量外,还不断开发新款式、新产品,更能适合、满足各档次的需求和市场的发展。



镀锌管直径检验 镀锌钢管的在线检测能帮助工作人员对生产线进行实时控制,从而减少废品次品的生产,从而实现高精度的在线测量。 光学非接触轧钢测径仪是各种线、棒材轧制企业在预精轧、精轧、精整等环节中必备的测量设备。轧钢测径仪是集光学、机械、电子和计算机技术一体化的测量装置。按照模块化结构拼装,它采用光学成像系统对轧制中的(高温)镀锌钢管的轮廓作出定量评估。设备主要由光电子测量,通信,PC化的数据分析、显示,测量车结构,光学视场压缩气吹扫,测量传感器降温冷却水供给等部件组成。 高压鼓风机是保障测径仪正常连续运行的重要辅件,测量车在线工作时鼓风机不准停机。它的主要作用是向测量车持续送风从而实现对测量车内的光电元件冷却和阻止水雾、灰尘进入测量车内。 空气过滤装置安装在鼓风机的进风口,阻止灰尘进入鼓风机和测量车内。空气过滤装置的滤芯需要时常清理和及时更换。一般两周清理一次,半年更换新滤芯。清理和更换周期与现场环境有关,用户可根据车间环境自行调整。 轧钢测径仪是专为镀锌钢管、高线等的外径检测而研发的产品,具有测量精度高,实时性好,适应恶劣环境等特点,为镀锌钢管的外径检测提供准确的数字依据。



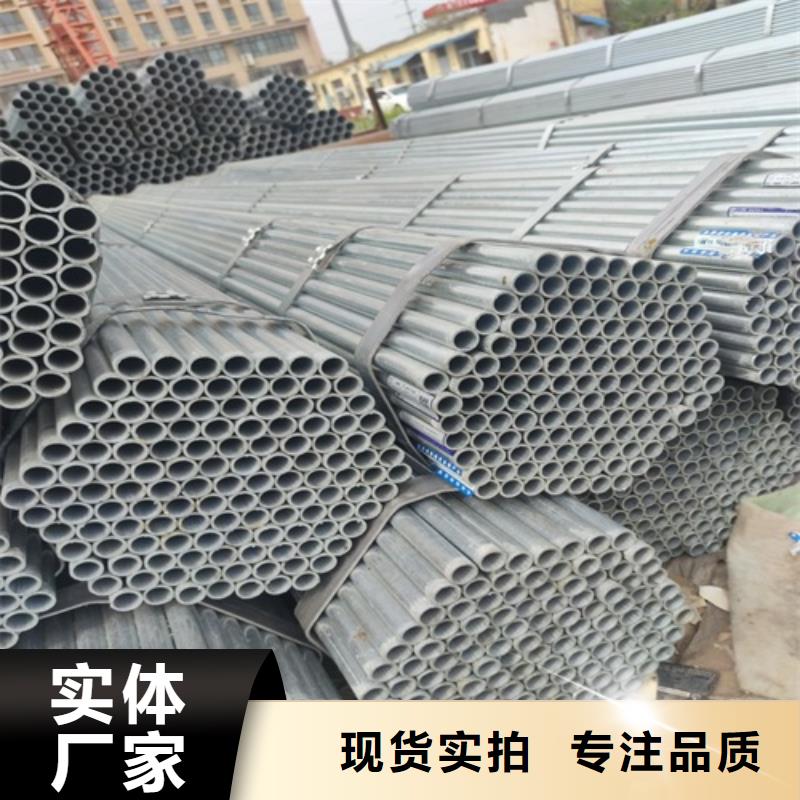
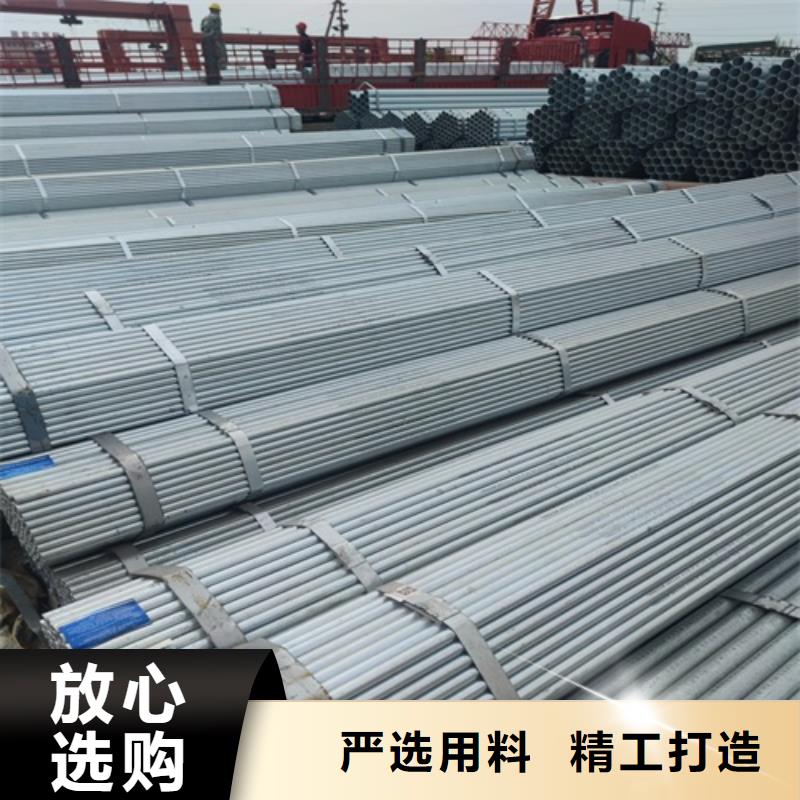
镀锌管产品结构: 选用焊接钢管经除污除锈处理后,内外表面热浸镀锌成型的镀锌钢管。标准名称为“低压流体输送用热浸镀锌焊接钢管”,敷设方式术语为SC。 产品特性: 内外表面锌层厚实,色泽光亮、均匀、耐腐蚀能力强。 管壁厚、机械力学性能力强、抗压、抗弯性能好。 小口径可选螺纹丝扣、套接紧定式;大口径可选承插扩口,卡箍连接方式。 热浸镀锌导管: 执行标准GB/T20041.21-2017标准,符合 防火要求,适用于预埋和吊顶明装。 注: 1、热浸镀锌导管为热浸镀锌,内外重级防腐。 2、内焊缝不高于0.3mm。 3、镀锌层厚度45μm以上。 4、此产品可替代水煤气管道用于地下室、人防工程的线路保护。 热镀锌导线管: 采用优质冷轧带钢双面热镀锌保护,经高频焊接一次成型,壁厚均匀,内焊缝毛刺接近“0”,焊缝光滑,圆度高,端口平滑五毛刺。使用配套专用工具可弯角,不变形,不断裂。标准定尺4米,标准型壁厚1.60mm,明敷暗埋均可使用。 1、采用优质热镀锌卷带加工而成,镀锌层均匀,光洁度好。 2、耐腐蚀性能为中性,避免雨淋和酸性物质,内焊缝不高于0.3mm. 3、按照 GB/T20041.21-2017标准加工制作。



镀锌管又称镀锌钢管,是指在钢管的表面镀覆上一层锌,一般分为热镀锌和电镀锌两种。热镀锌镀锌层厚,附着力强,使用寿命长久;电镀锌成本低,表面不是很光滑,其本身的耐腐蚀性比热镀锌管差很多。镀锌管常用于煤气、暖气的输送。 镀锌管分类 1、热镀锌管 是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。北方大部分工艺采用镀锌带直接卷管补锌工艺。 2、冷镀锌管 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。今后不准用冷镀锌管作水、煤气管。 3、热镀锌钢管 钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 4、冷镀锌钢管 锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。



热镀锌管焊接方式 正常而言,热镀锌无缝管在高碳钢外面涂一层锌,热浸镀锌层一般作为20um厚。锌的熔点为419℃,约908℃。在焊接中,锌熔化成液体,漂浮在熔池表面或焊接根部。锌在铁中有较大的固溶度。液态锌会沿位错腐蚀焊接金属材料,低熔点锌会导致“形状记忆合金时效”。 除此之外,锌和铁可以在金属材料之间发生了延性化学物质。这一种韧性收敛环比减少了焊接金属材料的塑性变形,并在拉申地应力作用下发生了裂纹。 一旦角焊缝是焊接的,尤其是T型接头的角焊缝,不确定会导致周边地区的裂纹。在热镀锌无缝管的整个焊接进程中,焊缝表面和边缘的锌层在电弧加热跟特质下会被空气氧化、熔化和挥发,甚至会释放出烟雾和蒸汽,容易发生焊接气孔。 空气氧化产生了的活性氧化锌熔点高,等于1800℃。一但整个焊接进程中的主要参数很小,活性氧化锌渣就或许能混入。Feo-mno或feo-mno-sio2的低熔点金属氧化物渣是由锌成为脱氧剂引起了的。其它,因为锌的挥发,排出大量烟尘,对身体有刺激性和危害性。从此,焊接地点的热镀锌层必须打磨掉。 热镀锌无缝管焊接前的准备与大致高碳钢相同。注意解决凹槽大小和周围地区的热镀锌层。为了达到比较好的渗透,管沟规格尽量大,一般作为60-65 mm,有着一定间隙,一般作为1.5-2.5mm;为了杜绝锌对焊接的渗透,可以在焊接前去除凹槽内的热镀锌层。 在具体的工程监理工作中,集控系统采用集中倒圆,无钝边。两层焊接工艺降下来了未焊透的概率,电气等级应依照热镀锌无缝管的板料选择。一般而言,J422由于他的可执行性而被长期用于高碳钢。 焊接方式:在焊接 层和双层时,尽极小的概率将锌层熔化,使其汽化挥发并从焊接中逸出,可以大大降下来焊接中残留的液态锌。
