





生产与管理:
螺旋焊缝钢管的生产能体现出优质的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。
多头生产势比增加工程管理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量意识、分布的点和控制程序的差异将带来生产管理、计划进度、检查验收、交付协调等方面的诸多困难,极易造成管理与协调上的忙乱和生产厂家与施工单位的质量推诿。
质量保证:按照螺旋焊管生产标准的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观质量:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分:焊接接头拉伸试验、静水压试验、、酸蚀检验、无损检验而直缝焊管没有相应的生产标准。一般螺旋焊管机组均采用在线连续检验方式来保证焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的保证。由于生产工艺的限制,直缝焊管极难实现连续不间断检验。这将使焊接隐患与质量问题的出现机率增加,甚至影响将来管线运行的整体工作可靠性。



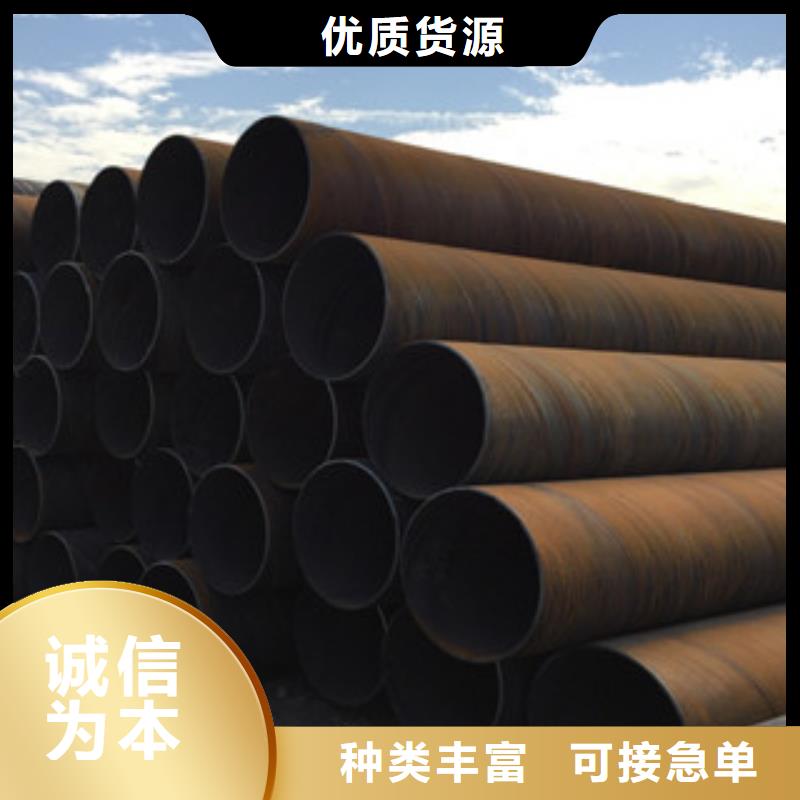
螺旋钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。是一种经济截面钢材,广泛用于制造结构件和机械零件。那么为什么会出现螺旋钢管呢?
① 由于管坯的表面缺陷或内部缺陷所带来的。
② 生产过程中产生的,如轧制工艺参数设计不正确,模具表面不光滑,润滑条件不好,孔型设计及调整不合理。
③ 管坯(钢管)在加热轧制,热处理以及矫直过程中,如果因为加热温度控制不当,变形不均匀,加热冷却速度不合理或矫直变形量太大而产生过大的残余应力,那么也有可能导致钢管产生表面裂纹。
6.钢管理化性能:常温力学性能、高温力学性能、低温性能、抗腐蚀性能。钢管的理化性能主要取决于钢的化学成分,组织结构和钢的纯净度以及钢管的热处理方式等。
7.钢管工艺性能:压扁、扩口、卷边、弯曲、焊接等。
8.钢管金相组织:低倍组织(宏观)、高倍组织(观) M、B、P、F、A、S
9.钢管特殊要求:合同附件、技术协议。
螺旋钢管在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件。螺旋钢管的产生给人们的生活带来了很大的便利,以后可能会越来越多的运用到人们的生活中。


南恩物资(淮南市分公司)主打的产品【井盖】得到了国内外客户的一致好评。
南恩物资(淮南市分公司)的四大特色:
1、强大的【井盖】技术团队,赋予了【井盖】产品优质与稳定;
2、丰富的经验,为客户量身定做心中理想、满意的【井盖】;
3、完善的服务体系,让客户享受到研发、销售、制造服务;
4、的售后团队服务,为客户解决【井盖】后顾之忧;





根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷小,螺旋缝介于二者之间。静压 强度:经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。


