



不要犹豫,点击播放我们的钢板-Q355D无缝钢管交货准时产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
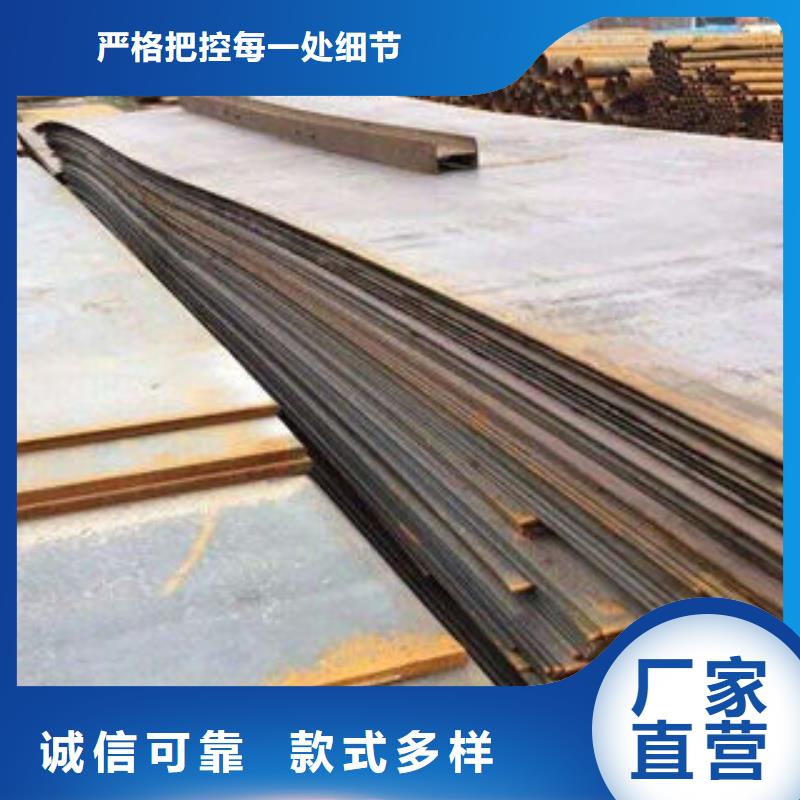
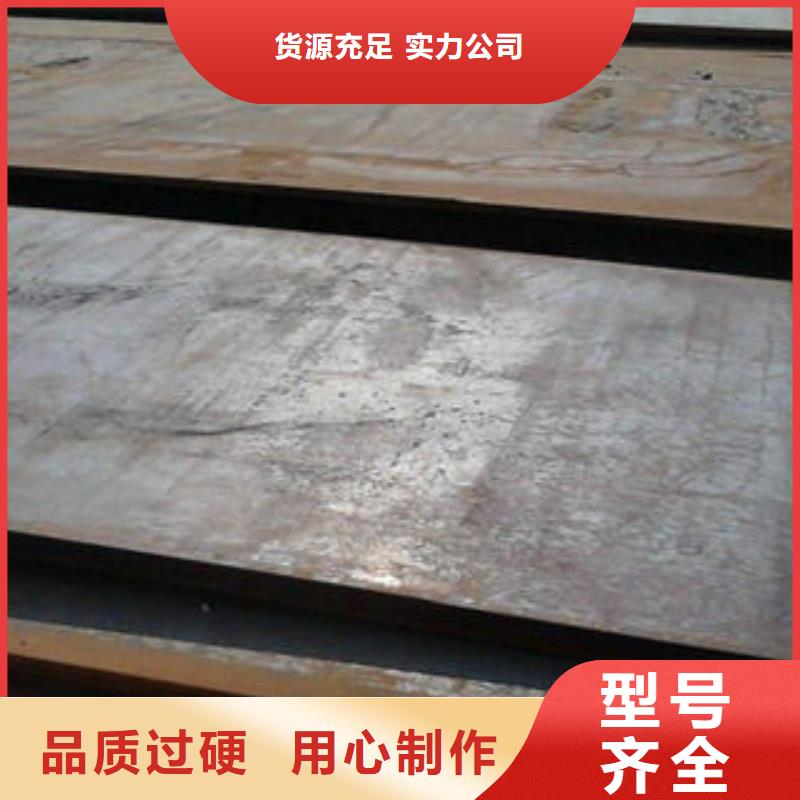
以下是:钢板-Q355D无缝钢管交货准时的图文介绍

焊接因素。焊接时钢板对度偏差大,影响磨削精度,造成一边磨头受压大,一边受压小,后角同样产生上述因素,焊接角度差,人为不可避免因素,都对磨削时砂轮等因素产生不可回避影响。砂轮质量及粒度宽度影响。选用砂轮磨钢板片时,注意砂轮粒度,粒度过粗磨削产生砂轮痕迹,砂轮选用粒度细易堵塞磨削量少、易烧刀。 钢板双金属耐磨板磨削好坏决定在磨头进给速度有关,一般双金属耐磨板进给速度在0.5至6毫米/秒不能超出此值.即每分钟应在20齿内,超于每分钟20齿进给速度过大,会产生严重刀瘤或烧钢板,砂轮产生凸凹面造成影响磨齿精度浪费砂轮.磨头进给量,选用砂轮粒度对进刀量有极其重要意义。 砂轮直径及砂轮宽度厚度是根据钢板长短宽窄或不同齿形和钢板各个面情况而定,不是一个后角或前角砂轮规格一样都可任意磨削不同齿形的,一定有针对性去选用适合规格砂轮。磨头进给速度。一般砂轮建议选用180#至240#极其量选用240#至280#不予选用280#至320#,否则要进给速度。 磨削心。所有双金属耐磨板磨削该与基体为心,而不是与刀口为心,平面磨削心拿不出来,后角、前角用加工心也无法磨好一块双金属耐磨板,磨削三个流程不可忽视。磨削侧角时仍细心观察钢板厚度,厚度不同磨削心随之改变,不管钢板厚度如何,磨削面时砂轮心线应与焊接位保持在一条直线上,否则产生角度差影响切削。


这一步骤需要将钢板保持在固化炉中进行高温巩固,温度控制早180-260℃之间。当然,不同的复合耐磨板厂家会根据自己的生产制作的材料等情况的不同而对温度和时长进行一定的控制。以上便基本完成了复合耐磨板的多层涂饰制作。 碳化铬耐磨板具有突出的耐候性、耐磨损、耐腐蚀性等特性,同时具有硬度高、不易变形、仿木真图案不褪色、不脱落等特点,适合室内外各类使用。碳化铬耐磨板填补了国内以金属材料替代原木建筑装饰的空白,可以建筑、装饰、园林及市政设施的档次,带动建筑、装饰、园林及市政等行业环保材料的发展。 同时,还可以节约大量的自然资源,为保护生态环境作出积极的贡献,并能满足群众物质生活日益后对自然美感的精神追求,为创造人类社会与自然生态发展,提供了完美的建筑装饰材料。那么碳化铬耐磨板上为什么要打孔。 储存、运输和装卸是影响复合耐磨板质量的重要环节,如果操作不当,储存、运输和装卸过程中可能出现划伤、压印、腐蚀等各种缺陷。为尽可能和避免各类缺陷的产生,下面简要介绍一些操作中的注意事项。关于储存、运输和装卸方面的具体规定可参考有关资料或向专家咨询。



九晨钢铁制造(湖北省分公司)是一家集 Q345D无缝钢管厂家研发、生产、销售、售后于一体的综合性企业。公司全体成员严格奉行“系统管理,质量保障,交货快捷,客户满意”的宗旨, 竭诚为广大新老客户服务,邀您共创辉煌!



要点三:上下接口进行加固两块钢板上下接口安装的部位可以增加一条钢带进行加固,钢带一定要水平覆盖加固在接口部位,圆柱钢板浇灌混凝土七米以内可以浇灌,七米以上建议分两次浇灌,次浇灌后30一60分钟即可进行第二次浇灌。 要点四:对复合耐磨板进行保护钢板安装好以后为了对钢板进行保护,要在钢板四周加5*10cm的木方四个,并用钢板对术方进行固定,钢板上下间的距离为50150cm一这样不仅可以对钢板进行垂直定位,而且可以使钢板的受力形成一个整体,达到二次加固的作用。 复合耐磨板现在已经越来越广泛的应用在我们的生产建设中。不管是家庭装修、工程建设还是车间工业生产,复合耐磨板广泛应用在我们生活的方方面面。那如何能够合理准确的对复合耐磨板进行安装呢,下边鑫州来跟大家一起分享一下。 (1)根据建筑的设计图纸和实际需要的施工情况,按照要求对复合耐磨板进行切割和开孔,必要时现场作倒角,纤维增强耐磨板的两长边都已作好倒角处理,但当墙体高于2440mm时,纤维增强复合耐磨板水平接缝的短边之处必须现场制作倒角,以便能更好地处理接缝。



