

不要犹豫,花一分钟时间观看我们的不锈钢板加工,不锈钢板焊接一个起售产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:不锈钢板加工,不锈钢板焊接一个起售的图文介绍

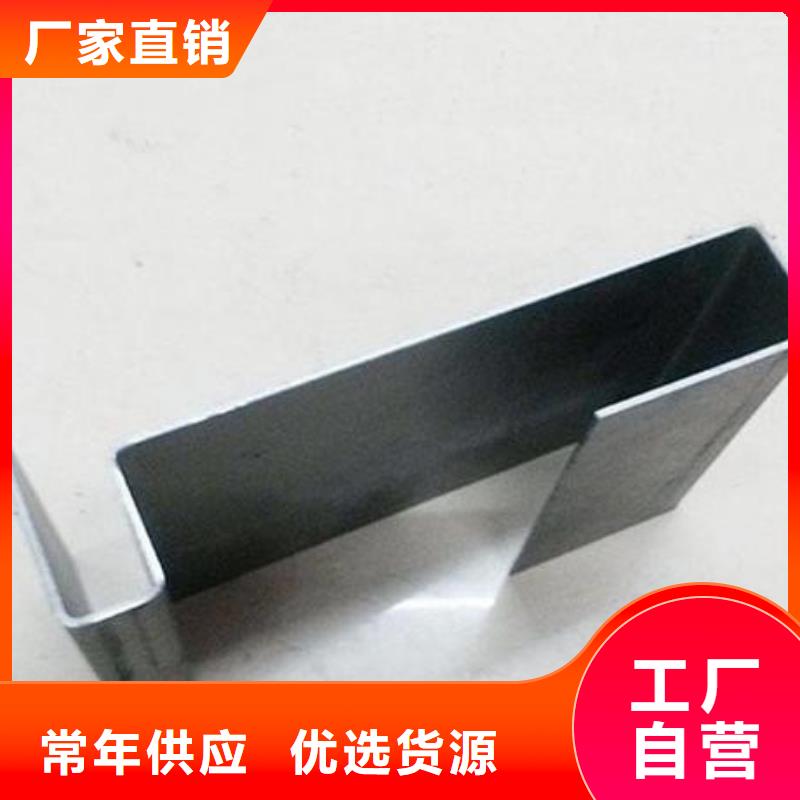
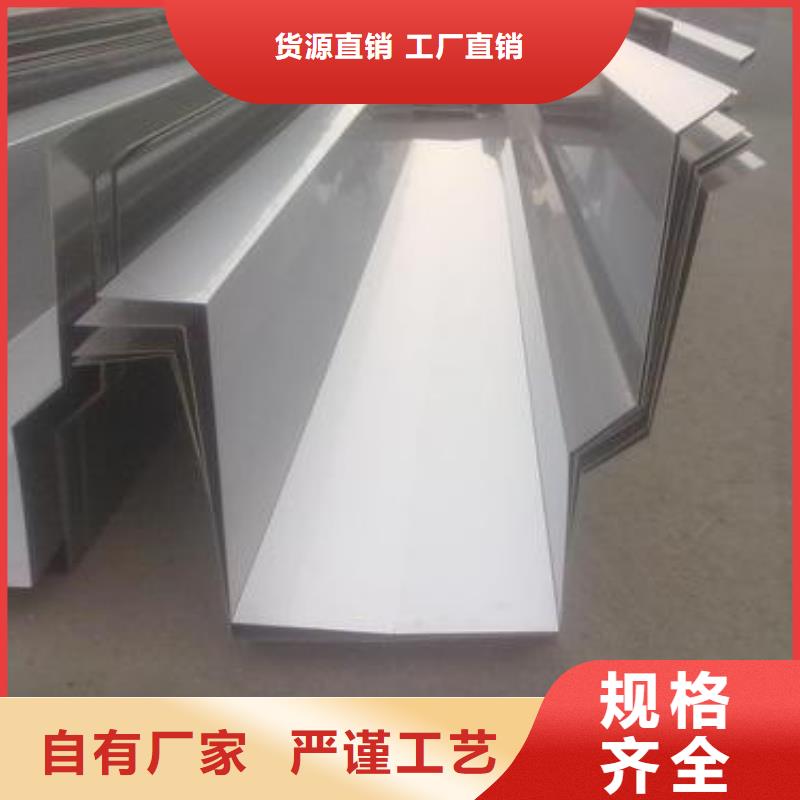
中工金属材料(临沧市分公司)拥有一支 不锈钢板加工高素质研发团队,良好的工程师,可根据客户的要求设计 不锈钢板加工。 公司售后服务是一批实力非常雄厚的团队,成熟的机加工、焊接、钣金、喷漆、组装能力,可完成各种标准的客户订单。可根据客户的要求,物料的特性研发出不同款式的 不锈钢板加工,整条生产线质量层层把关,严格的产品测试。



(3)试验结果极差分析通过对厚度为0.5mm不锈钢板试验结果来看,每列极差均不相等,证明各要素不同水平具有特殊性,产生的影响也不尽相同,对激光焊接变形影响依次为电流、脉宽及,综合各项因素,激光焊接工艺。 对于不锈钢板厚度为0.8mm的不锈钢板,在满足焊缝抗拉强度基础上确保变形时,应将电流、脉宽及等参数分别控制在124A、8ms、4Hz。而厚度为1mm的不锈钢板分别为160A、11MS、5Hz。在激光焊接过程中,焊接人员将各项参数控制在合理范围内,不但能够焊接质量和效率,且能够避免钢板变形,满足生产需求。 随着科学快速发展,控制焊接变形也随之发展,如有限元模拟在焊接变形控制中的应用等,通过借助焊接温度及应力避免焊接变形问题,不锈钢板应力均衡性,在避免钢板焊接变形的同时,还能够焊接质量,从而促进相关领域发展。 随着彩色不锈钢板的价格越来越实惠,应用越来越广泛。市面上出现了很多不良商家以次充好、偷工减料的行为。这不仅损害了广大业主们的利益,也破坏了整个不锈钢装饰板材的市场环境。那么彩色不锈钢板的质量如何识别呢。



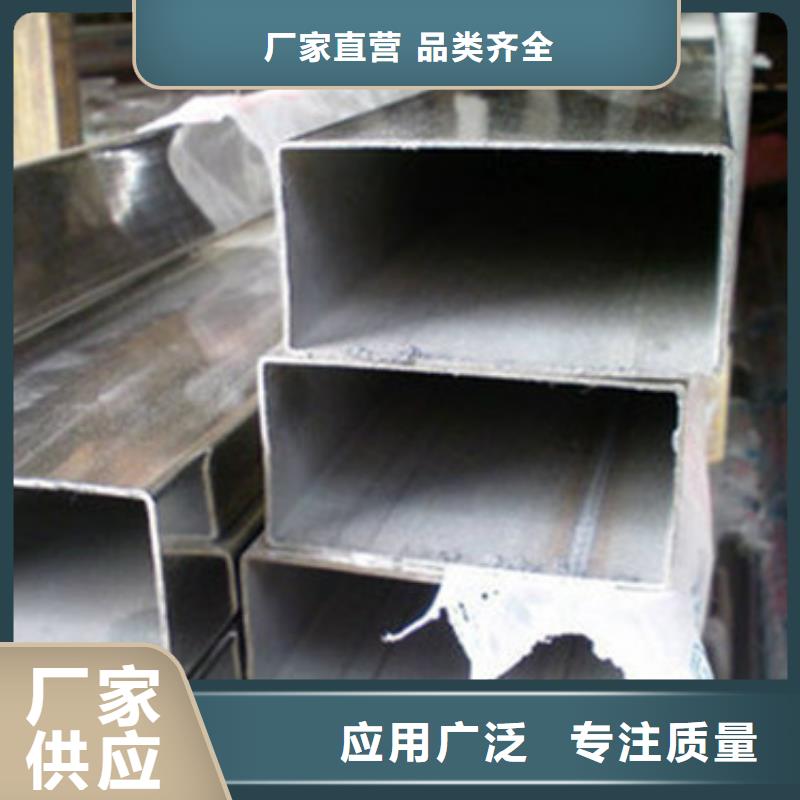
03用1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,终也使材料的变形也会。 那么解决不锈钢板焊接时烧穿、变形的措施有哪些下面就带大家一起来了解一下吧。04选择合理的焊接顺序,对于控制焊接残余变形尤为重要,对于对称焊缝的结构,应尽量采用对称焊接;不对称的结构,则采用先焊焊缝少的一则,后焊焊缝多的一侧。 使后焊的变形足以拟消前一侧的变形,以使总体变形减小。05装配尺寸力求接口间隙尽量小。间隙稍大容易烧穿或形成较大的焊瘤;06必须采用精装夹具力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量力求在能完成焊接的前提下尽量减小热量输入从而减小热影响区避免上述缺陷的出现。 304不锈钢板表面美观以及使用可能性多样化,耐腐蚀性能好,比普通钢长久耐用304不锈钢板耐腐蚀性好强度高,因而薄板使用的可能性大,耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工。那么对304不锈钢板进行折弯加工有什么特点呢。

中工金属材料(临沧市分公司)

