



无需长篇大论,观看PE双壁波纹管一站式供应厂家视频,让你瞬间爱上我们的产品。
以下是:PE双壁波纹管一站式供应厂家的图文介绍
在竞争激烈的 HDPE塑料盘管市场中,润星电力管材(绥化市分公司)秉承“质量和信誉是企业生存之本”的宗旨,坚持“诚信、敬业、和谐、创新”的经营理念和“以信从商、共同发展”的原则,为客户的需求提供好的 HDPE塑料盘管,更为客户的 HDPE塑料盘管产品市场打下坚实的基础,我厂承诺“同样的 HDPE塑料盘管产品比质量,同样的质量比价格”,并24小时携诚为客户服务!



近年PE双壁波纹管足足火爆了一把,销售根本停不下来,跟行业相关的人应该清楚这句话的含义。今天来科普一下,PE双壁波纹管环刚度有几种?就目前市面上来看,主要有两种,4千牛和8千牛,就是大家常说的SN4与SN8级别。它们有什么区别?相许多人已经知道,我在这里再啰嗦几句。千牛的单位定义的是管道的环刚度,它与承压是成正比的,数字越大,承压能力强。承压能力与PE双壁波纹管的埋深又成正比。SN4的埋深在1.5米左右,不要超过2米。SN8的埋深在2.5米为好,不要没过3米。为什么有这个界限,大家发挥下想象力吧。还有一个级别,用的比较少:SN10。PE双壁波纹管厂家生产的少之又少。当PE双壁波纹管达到这个等级时。它所耗费的成本甚至超过了HDPE钢带增强聚乙烯螺旋波纹管。对于工程的甲方和施工方来说是不愿意接受的。但是有时设计院里出图纸的时候如果定性为SN10的话,甲方与施工方只能按部就班的照做了。
标准GB/T19472.1《埋地用聚乙烯(PE)结构壁管道系统第1部分聚乙烯双壁波纹管材》(本标准第二部分是各种缠绕类结构壁管,和双壁波纹管无关)这句话规定了波纹管的使用条件,若超出这个使用范围则标准将不一定能够适用,应按照使用环境具体分析。如今年在福州有一个用于涵洞的工程,波纹管并不是埋在地下的,而是置于涵洞中,涵洞中在雨季会充满水,因此产品为水下使用,在设计时就要考虑到浮力。波纹管的三大主要性能指标为环刚度、耐冲击性能、环柔性。环刚度代表管材抗外压的能力,单位为kN/m2,环刚度的数值越大,则管材抗外压能力越强,相应的管材的壁厚也越厚。使用落锤冲击的方法,在0±1℃环境下,真实冲击率(TIR)≤10%(可以理解为10个允许破1个。
但是并不完全等同)。影响耐冲击性能的因素与影响环刚度的类似。环柔性检测设备与环刚度相同,但是压缩量更大,试样在垂直方向外径变形量为原外径的30%时立即卸荷,观察试样的内壁是否保持圆滑,有无反向弯曲,是否破裂,两壁是否脱开。除了环刚度、环柔性、耐冲击性能之外, 标准还对蠕变比率(反映波纹管在外力负载下变形后的蠕变情况,影响产品的使用寿命)和烘箱试验(反映波纹管内外壁结合强度是否足够,结构稳定性如何)有要求。2.刚开机时波峰不能成型,这时通常伴随着外层真空不能达到需要的真空度。这是波纹管生产中常见的现象之一。参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚。
在压缩空气和真空负压的作用下料坯不能贴上模块内表面,难以成型。如果成型机的速度过快,则料坯不足以填充模块的内表面,大气压进入如图3所示的真空槽,无法成型。原材料方面:原材料内有杂质;因为一部分原料长时间在机头内接收热量,致原料热降解,失去韧性,难以成型;因部分区段温度失控,温度过高致物料烧焦,烧焦的物料会黏附在模具表面,在挤出过程中,时而夹带部分焦料,夹带有焦料的料坯就无法成型。另外,整体温度过高也很难成型。机械方面:成型模块的中心线与水套的中心线偏离过大,这样其中一边的物料被严重拖曳(拖破),无法成型;真空管路有漏气现象;压缩空气气路有堵塞;两模块间间隔过大等。PE双壁波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。
标准GB/T19472.1《埋地用聚乙烯(PE)结构壁管道系统第1部分聚乙烯双壁波纹管材》(本标准第二部分是各种缠绕类结构壁管,和双壁波纹管无关)这句话规定了波纹管的使用条件,若超出这个使用范围则标准将不一定能够适用,应按照使用环境具体分析。如今年在福州有一个用于涵洞的工程,波纹管并不是埋在地下的,而是置于涵洞中,涵洞中在雨季会充满水,因此产品为水下使用,在设计时就要考虑到浮力。波纹管的三大主要性能指标为环刚度、耐冲击性能、环柔性。环刚度代表管材抗外压的能力,单位为kN/m2,环刚度的数值越大,则管材抗外压能力越强,相应的管材的壁厚也越厚。使用落锤冲击的方法,在0±1℃环境下,真实冲击率(TIR)≤10%(可以理解为10个允许破1个。
但是并不完全等同)。影响耐冲击性能的因素与影响环刚度的类似。环柔性检测设备与环刚度相同,但是压缩量更大,试样在垂直方向外径变形量为原外径的30%时立即卸荷,观察试样的内壁是否保持圆滑,有无反向弯曲,是否破裂,两壁是否脱开。除了环刚度、环柔性、耐冲击性能之外, 标准还对蠕变比率(反映波纹管在外力负载下变形后的蠕变情况,影响产品的使用寿命)和烘箱试验(反映波纹管内外壁结合强度是否足够,结构稳定性如何)有要求。2.刚开机时波峰不能成型,这时通常伴随着外层真空不能达到需要的真空度。这是波纹管生产中常见的现象之一。参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚。
在压缩空气和真空负压的作用下料坯不能贴上模块内表面,难以成型。如果成型机的速度过快,则料坯不足以填充模块的内表面,大气压进入如图3所示的真空槽,无法成型。原材料方面:原材料内有杂质;因为一部分原料长时间在机头内接收热量,致原料热降解,失去韧性,难以成型;因部分区段温度失控,温度过高致物料烧焦,烧焦的物料会黏附在模具表面,在挤出过程中,时而夹带部分焦料,夹带有焦料的料坯就无法成型。另外,整体温度过高也很难成型。机械方面:成型模块的中心线与水套的中心线偏离过大,这样其中一边的物料被严重拖曳(拖破),无法成型;真空管路有漏气现象;压缩空气气路有堵塞;两模块间间隔过大等。PE双壁波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。



这就意味着当地面下沉或发性地震时地壳有变动的情况下,HDPE管能够产生抗性变形而不断裂。这一点远优于钢管,也优于有明显脆性的PVC管。HDPE管的渗透率远低于水泥管材,低于2%,对地下水不会造成二次污染水泥管材无弹性,虽然配有胶圈,但密封效果差,特别是施工人员由于水泥管材重,不好施工,索性不管承插的效果,导致胶圈失去作用,从而使管材渗透率提高。HDPE管使用寿命长,50年以上PE管的使期为50年以上,水泥管理论上使用寿命20年,但是其为硅酸盐类,长期受到酸碱的腐蚀,寿命大大降低。全国各地均有水泥管材由于污水渗漏导致地面下沉,接口断裂。
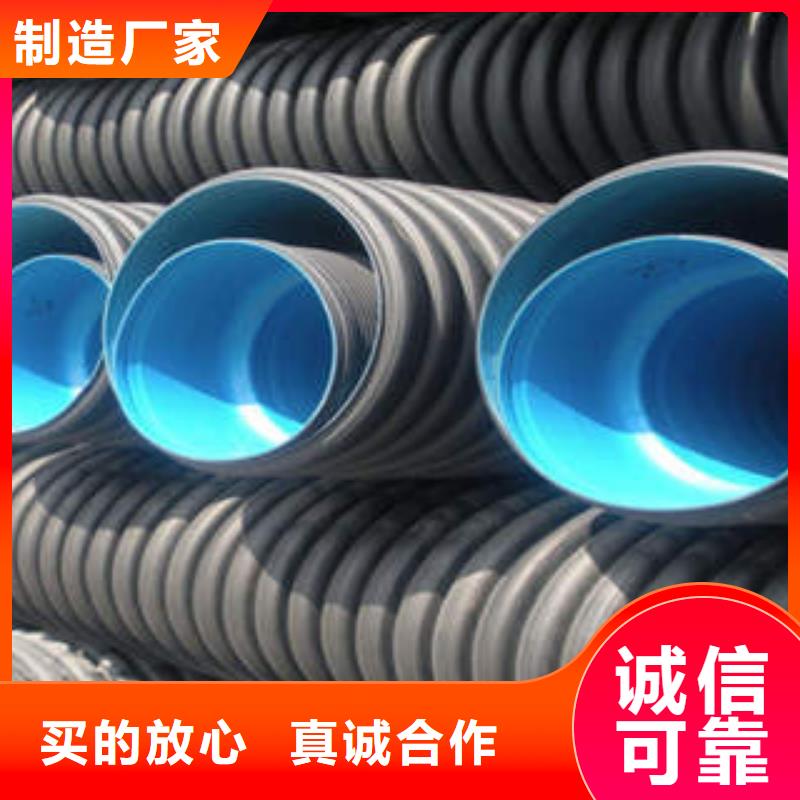
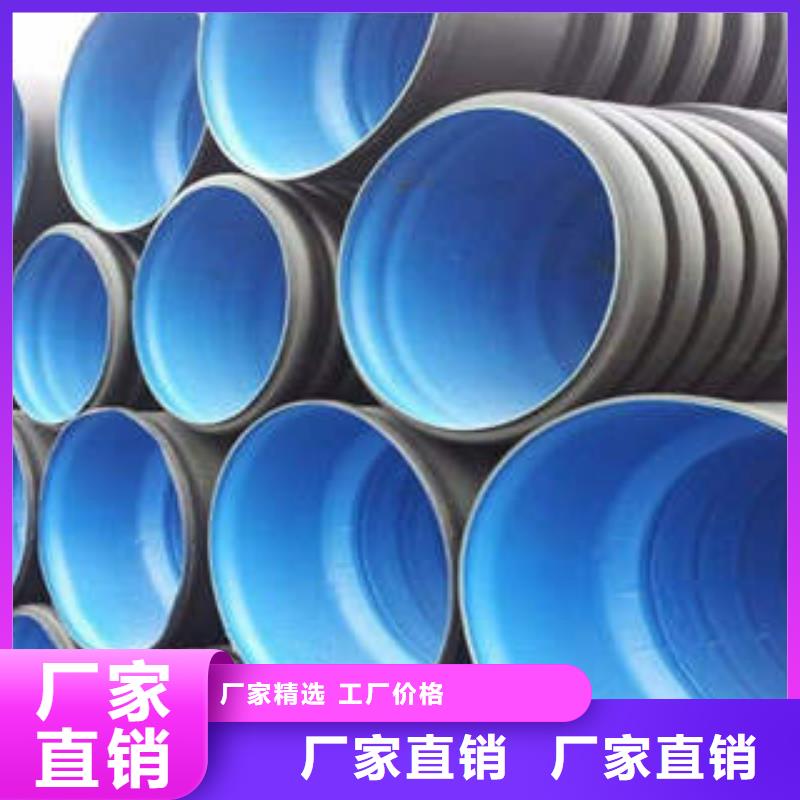
双壁波纹管是指以高密度聚乙烯(HDPE)为原材料,由同时挤出的波纹外壁和一层光滑内壁一次熔结挤压成型,内壁光滑而外壁具有波纹(波纹形状可为直角、梯形、正弦形等)的塑料管。产品特性:结构特殊、造型美观、节能效果高、工程综合造价低;重量轻,装卸搬运便利;施工方便快捷、节省施工费用、连接可靠、不易渗漏;环刚度高,耐外压性能优越。良好的耐低温、抗冲击性能;良好的可绕性,抗不均匀沉降性能好,可使用于软土流沙地基;内壁光滑、流体阻力小、不结垢、耐磨、通水能力强;耐腐蚀、、没有污染、环保、使用寿命长。连接方法:管材使用安装前:应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。
双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管壁相比,成本大大降低,并且由于连接方便,可靠,在国内外得到广泛应用,大量替代混凝土管和铸铁管。下面,就来给大家谈谈HDPE双壁波纹管施工与检查井连接的具体方法。应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。沟槽槽底净宽宜按HDPE双壁波纹管外径加0.6m采用;沟槽开挖时应做好排水措施,防止槽底受水浸泡;双壁波纹管基础必须采用砂砾垫层,对一般土质地基,厚度为0.1m;对软土地基。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE双壁波纹管两端管口或将双壁波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将双壁波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。
双壁波纹管是指以高密度聚乙烯(HDPE)为原材料,由同时挤出的波纹外壁和一层光滑内壁一次熔结挤压成型,内壁光滑而外壁具有波纹(波纹形状可为直角、梯形、正弦形等)的塑料管。产品特性:结构特殊、造型美观、节能效果高、工程综合造价低;重量轻,装卸搬运便利;施工方便快捷、节省施工费用、连接可靠、不易渗漏;环刚度高,耐外压性能优越。良好的耐低温、抗冲击性能;良好的可绕性,抗不均匀沉降性能好,可使用于软土流沙地基;内壁光滑、流体阻力小、不结垢、耐磨、通水能力强;耐腐蚀、、没有污染、环保、使用寿命长。连接方法:管材使用安装前:应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。
双壁波纹管材是以高密度聚乙烯为原料的一种新型轻质管材,具有重量轻、耐高压、韧性好、施工快、寿命长等特点,其优异的管壁结构设计,与其他结构的管壁相比,成本大大降低,并且由于连接方便,可靠,在国内外得到广泛应用,大量替代混凝土管和铸铁管。下面,就来给大家谈谈HDPE双壁波纹管施工与检查井连接的具体方法。应仔细检查在装卸运输堆放过程中有无损伤,如发现破损裂口、变形等缺陷管材,应及时剔除。宜采用柔性填料密封的柔性接头,具体构造按设计要求进行。沟槽槽底净宽宜按HDPE双壁波纹管外径加0.6m采用;沟槽开挖时应做好排水措施,防止槽底受水浸泡;双壁波纹管基础必须采用砂砾垫层,对一般土质地基,厚度为0.1m;对软土地基。
厚度不小于0.2m,具体做法按设计要求;基础应夯实,表面要平整。HDPE波纹管基础的接口部位应预留凹槽以便接口操作。凹槽长度宜为0.4m-0.6m,深度宜为0.05m-0.1m,宽度宜为管材外径的1.1倍。槽深不大时,可由人工抬管入槽,槽深大于3m时,可用非金属绳溜管入槽。严禁用金属绳索勾住HDPE双壁波纹管两端管口或将双壁波纹管管材自槽边翻滚入槽内。橡胶圈安装位置应在插口第二与第三波纹之间槽内,安装密封圈的数量视设计要求而定,当采用两只密封圈时建议两密封圈之间隔一个波纹;接口前应先将双壁波纹管承口插口内外表面清理干净,在插口套入密封圈,并在承口内工作面和橡胶圈表面涂上润滑剂(一般用肥皂水即可)。


今天公司就给大家带来“双壁波纹管价格双壁波纹管价格”,让您除了了解之前的PE双壁波纹管模具之外,能对该行业有更多的认识!轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内壁不平整。内壁不平整一般由真空度偏小、水套温度过高、内层过薄等引起。真空度偏小应当检查内层真空管路是否畅通,真空泵是否工作正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小引起波纹管,双壁波纹管价格可通过这两个方面的调整来解决。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。一般来说只能通过调整原材料的性能来改善。很多人查看了:HDPE/PP双壁波纹管生产线特点:SBG800双壁波纹管生产线是根据市场要求。
吸收国外同行业先进技术推出的塑料挤出成型领域取得的研究成果,整条生产线适合HDPE,LDPE,PP等原料的高速挤出。生产线采用直接挤出(双机共挤)成型工艺,人价格机双壁波纹管价格界面控制系统,自动化程度高,质量可靠,运行稳定,深受国内外客户的欢迎。切割机:高强度合金钢刀片,旋转式切割,管材切口光滑平整,切割时无粉屑。通过轨迹跟踪装置,使切割位置,德国西门子专业PLC编程控制,操作简捷灵敏。生产线控制系统:采用德国西门子公司专业PLC控制系统,15"超大屏幕彩色触摸人机界面,自动化程度高,运行可靠,操作简便,具有远程通讯功能,可实现故障远程诊断和排除阅读了“双壁波纹管价格双壁波纹管价格”,相大家对于双壁波纹管价格等问题有了大概了解。如果您还想了解PVC双壁波纹管道管道制品、供应商,哪家好,批发等相关内容,敬请关注我们的后续新闻!
PE双壁波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE双壁波纹管制作过程的却是。小小的PE双壁波纹管必须经过复杂的工艺才能成为合格的产品,由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE双壁波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE双壁波纹管,满足日常生活的需要。
HDPE双壁波纹管在当前的排水领域中使用的十分广泛,但是其在使用中由于各种意外也会出现管道破裂问题,造成管道漏水。波纹管如果漏水,会使污水泄漏,污染周围环境。遇到双壁波纹管漏水要及时处理,防止引起次生灾害。而如何处理管道漏水问题呢,下面我们一起来仔细了解一下。出现轻漏水。HDPE双壁波纹管出现轻漏水情况时,可以通过补焊维修的方法进行处理。先应当在管道的上游,通过检查井将雨污水提前抽净,然后将管道破损部位露出地面,通过专用的焊条,将破损位置通过热风加热焊接,可以有效处理HDPE双壁波纹管轻漏水现象。出现漏水严重,不能补焊现象。如果出现这种情况,建议将漏水区域的HDPE双壁波纹管全部挖出。
吸收国外同行业先进技术推出的塑料挤出成型领域取得的研究成果,整条生产线适合HDPE,LDPE,PP等原料的高速挤出。生产线采用直接挤出(双机共挤)成型工艺,人价格机双壁波纹管价格界面控制系统,自动化程度高,质量可靠,运行稳定,深受国内外客户的欢迎。切割机:高强度合金钢刀片,旋转式切割,管材切口光滑平整,切割时无粉屑。通过轨迹跟踪装置,使切割位置,德国西门子专业PLC编程控制,操作简捷灵敏。生产线控制系统:采用德国西门子公司专业PLC控制系统,15"超大屏幕彩色触摸人机界面,自动化程度高,运行可靠,操作简便,具有远程通讯功能,可实现故障远程诊断和排除阅读了“双壁波纹管价格双壁波纹管价格”,相大家对于双壁波纹管价格等问题有了大概了解。如果您还想了解PVC双壁波纹管道管道制品、供应商,哪家好,批发等相关内容,敬请关注我们的后续新闻!
PE双壁波纹管大家都不陌生,在生活、工作中都能用到,但是知道PE双壁波纹管制作过程的却是。小小的PE双壁波纹管必须经过复杂的工艺才能成为合格的产品,由于PE双壁波纹管多是大口径型规格,挤出成型用原料较多,所以一般厂家都采用双螺杆挤出机(平行或锥形双螺杆挤出机均可应用),PE双壁波纹管成型过程主要经过管材成型,管材切断和扩口等三个工艺流程,混合筛后粉料-向挤出机上料-挤出机加热塑化-挤出机头分流-压缩成双层薄壁管状-在模块与定径套间由压缩空气吹涨-内外壁成型-冷却水次序却定型-连续牵引管材脱模。成型机匀速出管-切割机夹具卡紧并同行-切割刀盘旋转并进刀-切割管材-刀盘复位-夹具松开复位-小车回位等待下一指令。综合上述,不难看出PE双壁波纹管的生产工艺非常复杂,经过完善的生产工艺才能生产出高质量PE双壁波纹管,满足日常生活的需要。
HDPE双壁波纹管在当前的排水领域中使用的十分广泛,但是其在使用中由于各种意外也会出现管道破裂问题,造成管道漏水。波纹管如果漏水,会使污水泄漏,污染周围环境。遇到双壁波纹管漏水要及时处理,防止引起次生灾害。而如何处理管道漏水问题呢,下面我们一起来仔细了解一下。出现轻漏水。HDPE双壁波纹管出现轻漏水情况时,可以通过补焊维修的方法进行处理。先应当在管道的上游,通过检查井将雨污水提前抽净,然后将管道破损部位露出地面,通过专用的焊条,将破损位置通过热风加热焊接,可以有效处理HDPE双壁波纹管轻漏水现象。出现漏水严重,不能补焊现象。如果出现这种情况,建议将漏水区域的HDPE双壁波纹管全部挖出。



