


我们的0517景点景观护栏采购无忧视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:0517景点景观护栏采购无忧的图文介绍


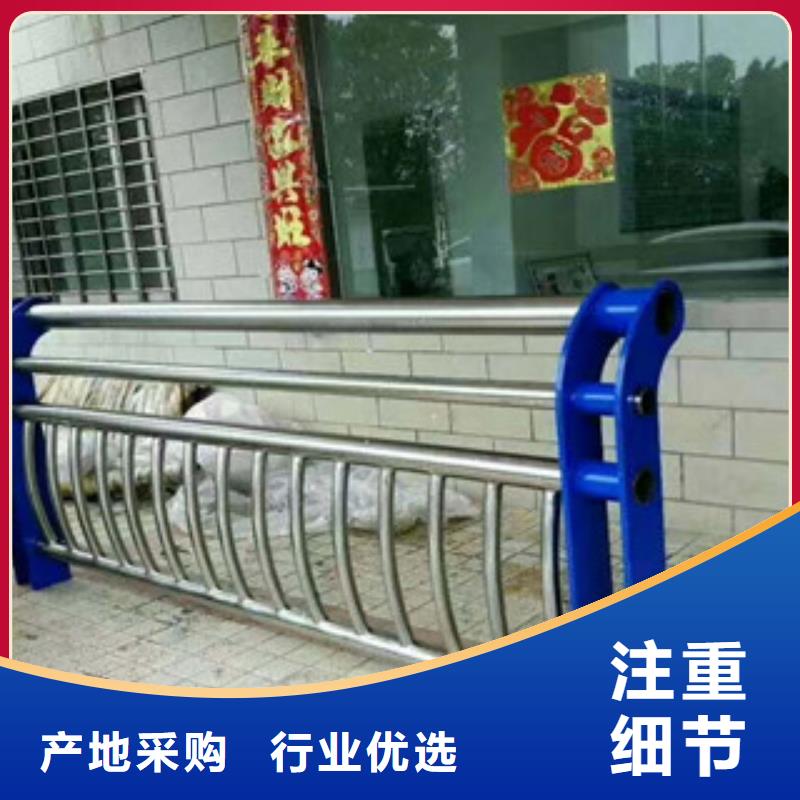
2,不锈钢成形制造,要尽或许实行常温冷态弯曲成形,不能在滚床或压床进行急剧弯曲,要逐段缓慢加工成形;如果需求热加工成形的话,首先要清洗工件外表油污及杂质,运用弱氧化性演加热工件,以防增碳现象;关于低碳钢基体可以空冷,对低合金钢基体要进行保温缓冷。加热温度在700~850℃。3,坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形、U形、X形、V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,0517终焊底层,焊接时尽量使复层中少熔入底层成分4,不锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:



绿洲安防科技(云南省分公司)自成立以来,经过5年努力发展由z u i初注册资金10万元固定资产100余万元的小微企业,发展成拥有固定资产500余万元年销售额5000多万元的中型企业。厂家致力于各种【不锈钢立柱】的研发、生产及销售,成功研发生产出各种【不锈钢立柱】系列,现已形成工业化生产。



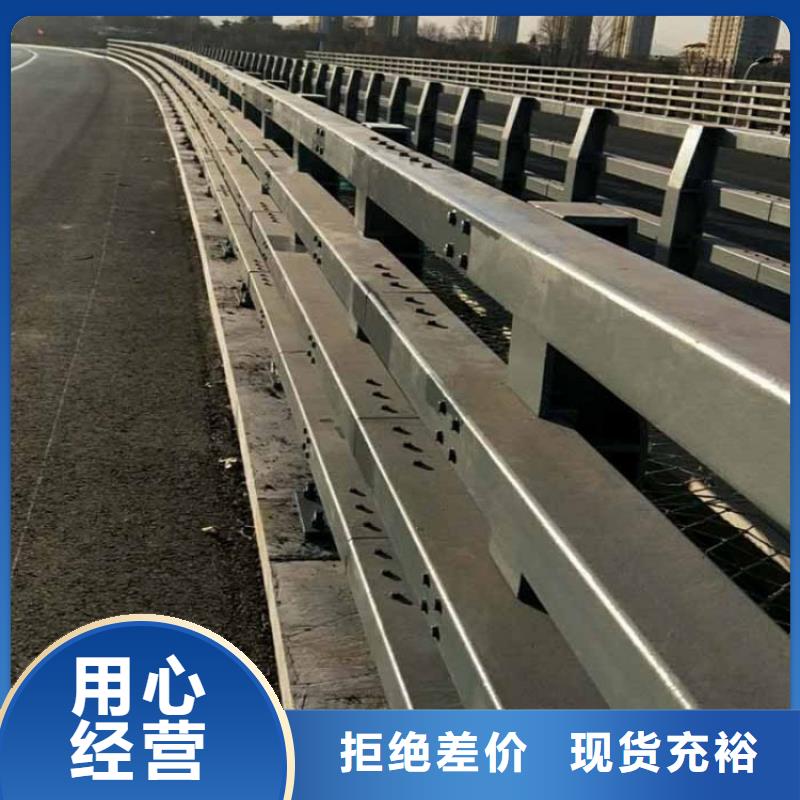
角接接头不管复层坐落内侧仍是外侧,均先焊接底层。当复层坐落内侧时,在焊复层曾经应从内角对底层焊根进行清根;当复层坐落外侧时,应对底层终焊道进行磨光,焊接复层时可先焊过渡层,也可直接焊复层,这要看不锈钢复合管护栏厚度而定。3,由于过渡层在高温下有碳扩散过程发作,在交界区形成了高硬度增碳带和低硬度的脱碳带使过渡层形成了杂乱的金相安排,添加焊接难度。因此,为了防止 层基体焊缝熔入奥氏体,可预先将接头附近的复层金属加工掉一部分。05174,先焊底层, 道底层焊缝不应熔透到复层,以防焊缝金属发作脆化或发作裂纹,底层钢焊接时,仍按底层惯例焊接电流。底层焊完后,用碳弧气刨、铲削、磨削等办法清理焊根,要求高的,经X射线探伤合格后,才能焊接过度层。



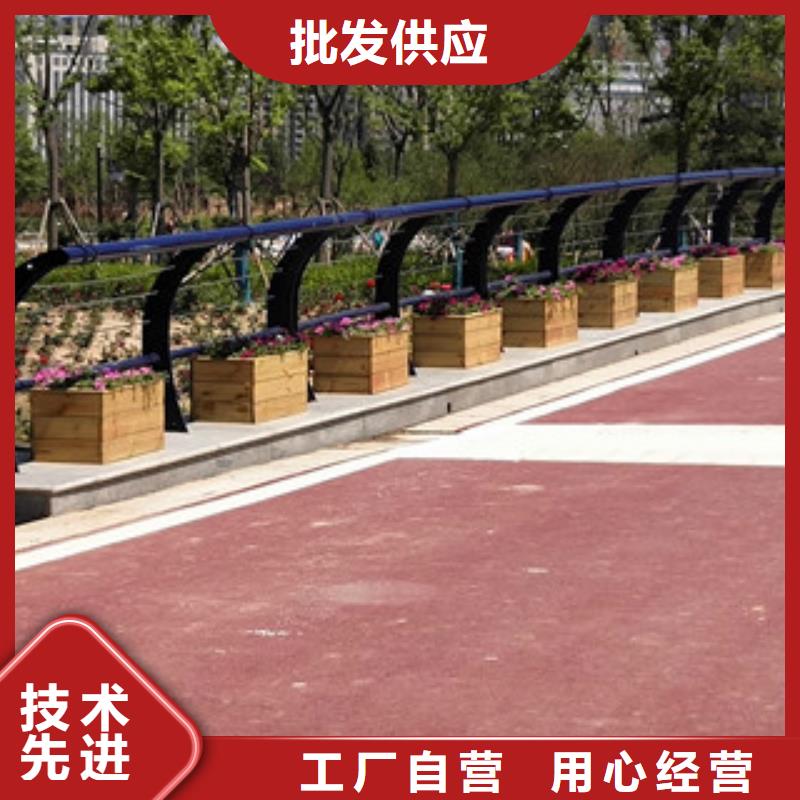
与下部构造物连接B——埋设于混凝土基础中R——混凝土护栏通过传力钢筋与基础连接桥梁栏杆的标准“危楼不可居,危栏不可依”, 桥梁栏杆的首要功能是保证人、车的,如无感,天然也就谈不到美感。这就需求桥梁栏杆要有满足的强度和刚度,经得起拥挤和抵触,给人心理上带来可依靠的感。原则上讲, 桥梁栏杆高度应不阻止大家的视界,当桥面高出水面(即梁下净空) 3m以上时, 桥梁栏杆扶手顶面高约1m ;当净空小于3m的小桥时,可下降桥梁栏杆的高度;当桥下净空较高时,桥梁栏杆高度可达1. 3m。同时桥梁栏杆如果过于纤细、稀少、也会令人望而生畏,也影响驾驶员心理上的感。相同关于宽桥面或具有切割带的多车道桥梁相对桥梁栏杆高度及端面尺度可略大些,以添加庄重稳健感。0517
