


不要犹豫,点击播放我们的【螺旋管】焊管颜色尺寸款式定制产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:【螺旋管】焊管颜色尺寸款式定制的图文介绍

螺旋管的埋弧焊接全进程分析:
埋弧焊是使用电弧热能进行焊接的,与手艺焊条电弧焊不同的是:埋弧焊的焊丝是暴露的,上面没有涂料,埋弧焊确实焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下焚烧的。
焊丝与工件触摸,按下发动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧点燃,焊接小车向前进,焊丝接连下向运送,保持电弧在焊剂层下焚烧,在电弧下方构成焊接熔池。在电弧周围,焊剂熔化构成一个空泛,.这个空泛和熔池不断前进,而熔池后方的金属凝结,构成接连的焊缝。
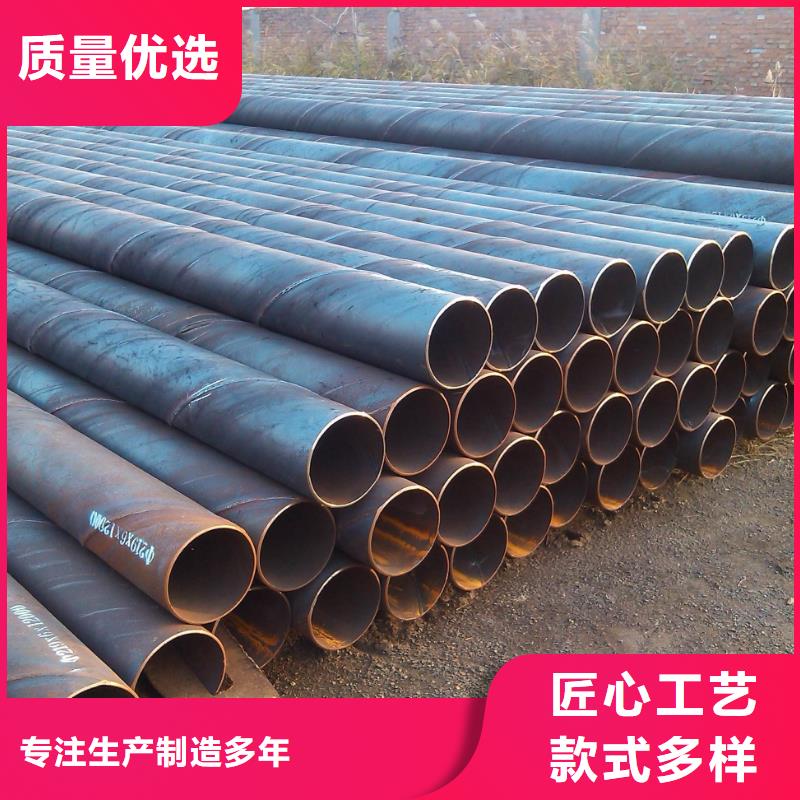
螺旋焊管厚度偏差范围是与执行标准有一定关系的,目前市场上的螺旋焊管主要执行标准为9711标准和5037标准两种,这两种偏差范围是不一样的。


做抗拉实验一方面查验了原材料的质量,另一方面关于自已出产的螺旋管也有了确保,现在有些原材料供货商拼价格,导致质量大幅下滑,直接导致螺旋钢管的质量不保,更影响公司的名誉,所以出产厂家必需要测一测,试一试。
一般小口径钢管(是指从219-529)适用于带钢宽度在300-550之间,宽度大了出产粘结度不行,并且螺旋钢管外观不美观,宽度窄了,螺旋钢管成型难度大,出产出来后螺旋钢管焊缝根本没有视点,快成直角了,关于螺旋钢管口径在529-1000之间的根本用685--1100板宽,关于螺旋钢管口径在1500以上,必须用卷板。



聚力群达金属材料(赣州市分公司)目前已经拥有专业的设计团队,致力于将 装饰管向新型化,推进的同时,增加 装饰管的环保性能。并承诺以专业的安装团队和完善的售后服务体系,让您足不出户享受周到服务。



螺旋管是以螺旋钢卷为原料制成的螺旋焊缝钢管,其经常被加热和挤压,并通过自动双丝双面埋弧焊工艺进行焊接。 螺旋钢管将带钢送入焊接管单元。 在经过多辊轧制后,将带材逐渐卷成具有开口间隙的圆形管坯。 调整压辊的缩径以将焊接间隙控制在1?3mm,并使焊点的末端平齐。
焊接加工
1.如果间隙太大,则邻近效应会降低,涡流热会不足,焊缝晶间接头会变质且未熔合或破裂。
2.如果间隙太小,则邻近效应会增加,焊接热会太大,焊缝会烧焦; 否则将压制和轧制焊缝以形成深坑,这会影响焊缝的表面质量。


